
|
|
[Tisk] [Poslat e-mailem] [Hledat v článcích] Historie svařování v českých zemích. Téma: Svařování na montážích a ve stavebnictví. Svařování betonářských ocelí – historie Datum: 2.12.2009Autor: Ladislav Sejpka Úvod Beton se vyznačuje odolností proti atmosférickým vlivům a snadno se formuje v tekutém stavu do požadovaných tvarů. Z hlediska mechanických vlastností přenáší velmi dobře namáhání v tlaku. Jeho nevýhodou je ale malá pevnost v tahu, která je přibližně 4 až 10% namáhání v tlaku. Tato nevýhoda se u železobetonových prvků a konstrukcí odstraňuje tyčemi betonářských ocelí, umístěnými v tažené oblasti tak, aby přejímaly a přenášely tahové síly. Beton a ocel mají přibližně stejný koeficient roztažnosti (Eocel 20-21 E.10-10 Pa ; Ebeton 4-9,5 E.10-10 Pa). Mezi ocelí a betonem je velmi dobrá soudržnost způsobená přilnavostí betonu k tyčím betonářských ocelí. Technická terminologie používá několika termínů: betonářské ocele, tyče betonářských ocelí, pruty betonářských ocelí a výztužné vložky (převážně stavařská terminologie), což jsou pojmy pro jedno a totéž. Historie udává, že poprvé využil příznivého spojení betonu a oceli již roku 1845 francouzský inženýr Monier (1822-1906), který si nechal později i tuto kombinaci patentovat. Postavil v roce 1875 první železobetonový most. F.Coignet asi v r.1855 a 1867 použil při stavbě velkých domů v Paříži, které jsou dosud zachovány, ocelovou výztuž do betonu v podobě nosníků I 12cm. Další významnou osobností v železobetonovém stavitelství byl Hennebique (1842-1921) jehož stavby jsou typické svojí monolitičností s vysokou tuhostí. V r.1900 došlo ve Frankfurtu k výbuchu benzinových nádrží továrním objektu a na stavební konstrukci, kterou postavil Hennebique došlo jen k drobným poruchám. To přispělo k odstranění nedůvěry a nastoupil prudký rozvoj v praktické aplikaci i teorii železobetonového stavitelství. V této době se ještě svařování betonářských ocelí nepoužívalo. Pro názornost je na obr. 1 znázorněn průběh hlavních napětí v trámu namáhaném na ohyb a uložení a působení betonu a výztuže. 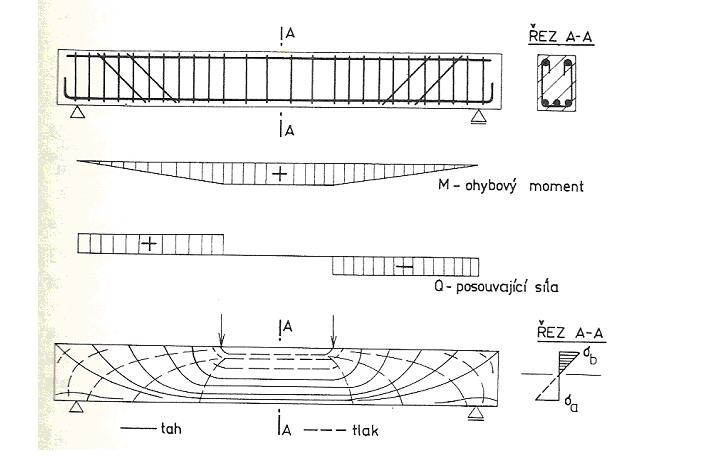
Obr.1 Příklad průběhu hlavních napětí v zatíženém železobetonovém trámu Před druhou světovou válkou se svařování betonářských ocelí - ocelí pro výztuž do betonu provádělo velmi zřídka. Byly to případy ojedinělé a to zejména při nastavování jednotlivých tyčí když nestačila jejich výrobní délka. Příklady jedněch z prvních zdrojů svařovacího proudu Siemens a Kjellberg používaných ve třicátých letech jsou zobrazeny na obr.2, následně jsou u firmy ČKD konstruovány svářečky Praga 250 a 500. 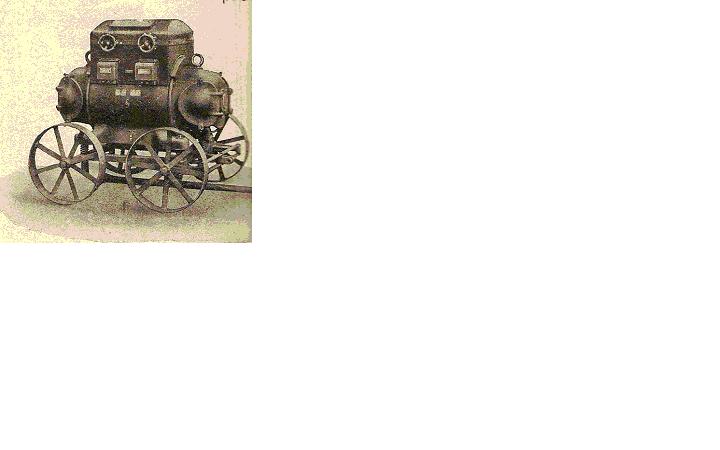
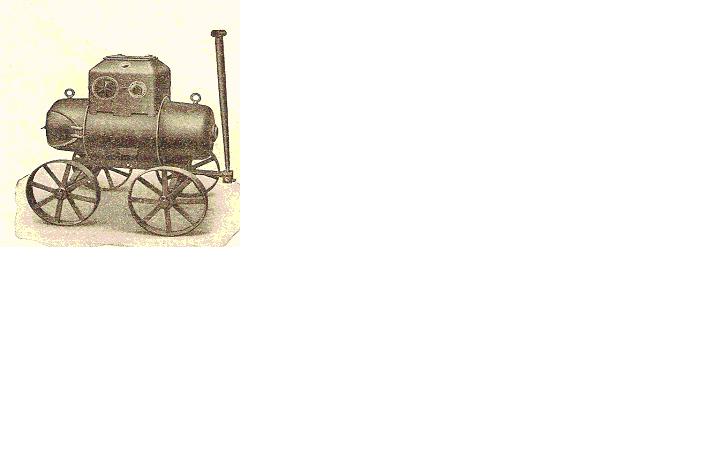
Obr. 2 Historické rotační svářečky Siemens a Kjellberg V Československu se v padesátých letech začíná používat svařování při zpracování betonářských ocelí a využívá se osvědčených technologií z hutnictví a strojírenství. Studují se vlastnosti svarových spojů betonářských ocelí a jejich chování v železobetonových konstrukcích. Vedoucím pracovištěm pro výzkum a aplikaci svařování betonářských ocelí byl VÚPS Praha (Výzkumný ústav pozemních staveb), kde v této oblasti pracovali přední odborníci ing.Zdeněk Nekolný, ing.Miroslav Novák a ing.Ladislav Plíva ve spolupráci s ing.Jiřím Bernasem ze SVÚM Praha. V počátcích byla používána jediná metoda, svařování elektrickým obloukem obalenou elektrodou. V průběhu dalších let dochází k využití obloukového svařování tavící se elektrodou v ochranném plynu, plněnou elektrodou s ochranným plynem nebo bez ochranného plynu. Odporové bodové a stykové svařování nachází v dalších letech široké uplatnění při svařování betonářských ocelí. Postupně se pro svařování betonářských ocelí vyvíjejí samostatné postupy svařování a svařování betonářských ocelí pronikalo stále ve větším měřítku do stavebních firem. Začínají se zřizovat centrální výrobny tzv. armocechy-armovny. Důvody, které vedly k zavádění svařované výztuže vyplynuly z možnosti prefabrikace svařováním tzv. armokošů, které pak byly velmi tuhé a vhodné pro přepravu. Dalšími důvody bylo využití svařování betonářských ocelí při stavbě budov z prefabrikovaných prvků. Další oblastí kde se využívalo svařování betonářských ocelí byla stavba mostů. V pozdějších letech, při zahájení výstavby jaderných elektráren našlo svařování betonářských ocelí významné uplatnění při výrobě armobloků pro hermetickou obálku reaktoru a dalších stavebních konstrukcí jaderných elektráren. Při přípravě betonářských ocelí v armovnách se uplatnilo stykové odporové svařování do tzv. nekonečného prutu. Při tomto způsobu nedochází k prostřihu prutů betonářských ocelí, který jinak býval i 10%. Z celostátního pohledu se jednalo o značné materiálové a finanční úspory. Svařování se provádělo na poloautomatických nebo automatických linkách. Jedním z prvních výrobních podniků, který zaváděl svařování betonářských ocelí byl v padesátých a šedesátých letech n.p.Armabeton, kde působil jako svářečský technolog ing. Jan Kubát. Na rozvoji svařování betonářských ocelí v praxi se zasloužily též podniky Konstruktiva, Vodní stavby Praha a později Výstavba jaderné elektrárny Temelín, Pozemní stavby Brno a další. Druhy betonářských ocelí V minulosti, v padesátých letech se používala oblíbená ocel ROXOR s charakteristickým čtvercovým průřezem, zaoblenými rohy a příčnými žebírky. ROXOR měl podle ČSN označení 10 512 a 10 513, kde druhé dvojčíslí znamenalo min.mez pevnosti v MPa (dříve kp/mm2 ) a poslední číslice určovala svařitelnost 2-dobrou a 3-zaručenou. Příčná žebírka zajišťovala dobrou soudržnost s betonem. V šedesátých a sedmdesátých letech byly ve stavebnictví používány následující druhy betonářských ocelí kruhového průřezu viz.tab. 1, kde je též uvedena jejich svařitelnost. Druhé dvojčíslí znamenalo min.mez kluzu popř. mez 0,2 v kp/mm2 nebo v desítkách MPa. 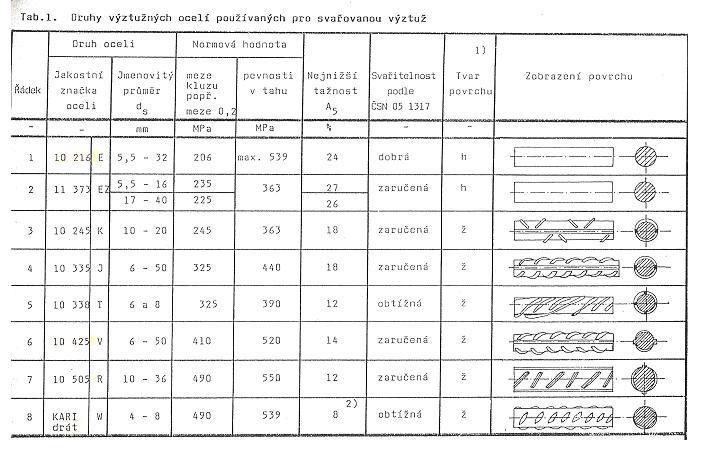
V osmdesátých letech přichází na trh betonářská ocel pod obchodním označením GOLEM. Jedná se o oceli termomechanicky zpracované. Prudkým ochlazením nízkouhlíkové oceli z doválcovaní teploty se získá v povrchových vrstvách martenzitická struktura, která se teplem vnitřní části tyče přeměňuje při dalším ochlazování na sorbitickou a bainitickou strukturu. Po úplném ochlazení vznikne ve střední části tyče houževnaté feriticko-perlitické jádro. Hotová tyč je tedy tvořena v jednotlivých částech průřezu různými strukturami a tím i různými mechanickými vlastnostmi. Oceli GOLEM byly dodávány pod číselným označením 10 425.9 a 10 505.9 (doplňkové číslo .9 znamená termicky zušlechtěné oceli). V současné době se převážně dodávají termomechanicky zpracované oceli. Jejich označení je B 500 podle ČSN EN 10080. Trend termicky zušlechtěných betonářských ocelí převažuje v Evropě zejména z ekonomických důvodů a proto musela být otázce jejich svařitelnosti věnována náležitá pozornost. Tyto aspekty jsou zohledněny v navazujících předpisech a normách. Metody svařování betonářských ocelí V šedesátých letech se používaly pro svařování betonářských ocelí následující metody svařování: tlakové svařování:
tavné svařování:
Bodové odporové svařování se ve stavebnictví při svařování betonářských ocelí využívalo zejména tam, kde bylo nutno spojit dva křížící se pruty betonářských ocelí a nahradit tak pracné vázání drátem, kdy svařený spoj dosahoval větší kvality než spoj vázaný a byl uznán jako nosný bodový svar. Československé stroje používané pro bodové svařování, které byly na trhu v šedesátých letech se používaly pod označením BP 30, BP 60, BP 80 BP 120 a BP 200. Jednalo se o pneumatické bodovky, kdy číselné označení znamenalo výkon transformátoru v kVA. Zvláštním druhem bodovky byly svařovací kleště specielně upravené pro svařování křížících se prutů. V tabulce 2 jsou uvedeny některé hodnoty pro bodové svařování dvou křížících se prutů kruhového průřezu používané v šedesátých letech. Tabulka 2 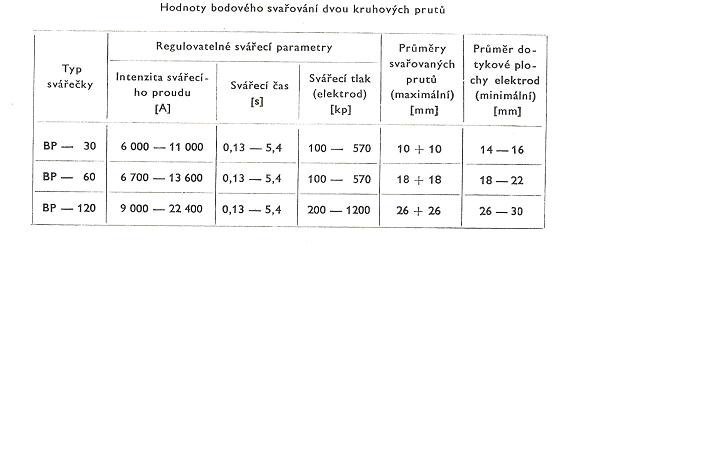
V tab.2 je svářecí tlak elektrod uveden v tehdy platných jednotkách tj. v kp Svařování elektrickým odporem-stykové se využívalo ke zprůmyslnění stavební výroby prováděné na odporových stykových svářečkách, kdy svařování trvá několik sekund a umožňuje získat pruty delší než délky dodávané hutěmi. Byly používány svářečky s předehřevem a bez předehřevu. Jednou z nejpoužívanějších svářeček byla TPAU 30. Svařování elektrickým obloukem obalenou elektrodou bylo nejrozšířenější metodou svařování betonářských ocelí. Podle jakosti a druhu betonářských ocelí se používaly elektrody bazického typu E 44.83, E 48.83, E 52.33 a E 62.33. V padesátých a šedesátých letech se používaly následující druhy svarových spojů betonářských ocelí pro svařování elektrickým obloukem obalenou elektrodou:
Používané typy svarů v padesátých a šedesátých letech jsou uvedeny na obr. 3 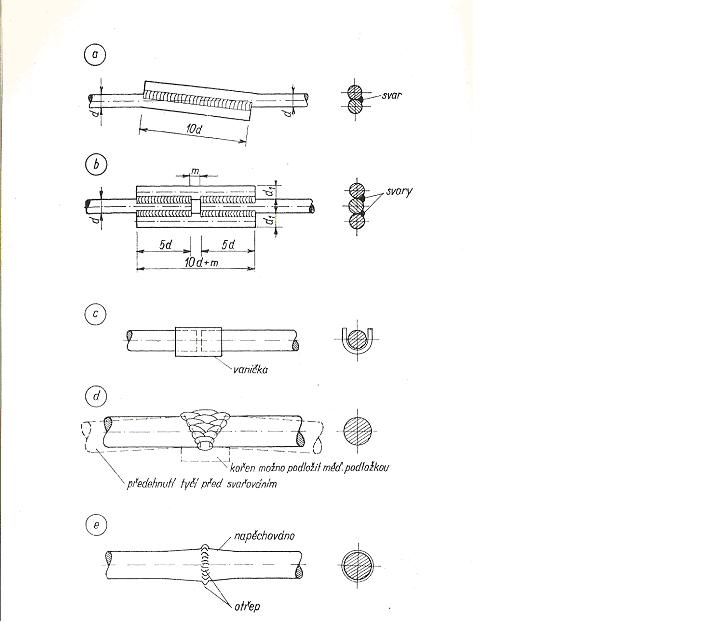
Obr.3 Některé druhy svarů používaných v padesátých a šedesátých letech: a) přesahem, b) s příložkami, c) „vaničkový“, d) V svar, e) svar na tupo Svařování tavící se elektrodou v ochranné atmosféře CO2 pro svařování betonářských ocelí se začalo ojediněle používat koncem šedesátých let. Tato technologie nachází uplatnění postupně v sedmdesátých a osmdesátých letech kdy jsou dostupné modernější svařovací zařízení a přídavné materiály. Metoda je využívána především v armovnách a stavebních dílnách. Aluminotermické svařování se u nás začalo používat v sedmdesátých letech, kdy tato metoda byla vyvinuta ve VÚZ Bratislava ing.Janíčkem. Využívala jednoúčelových forem ze slévárenských písků a aluminotermických dávek pro jednotlivé průměry prutů betonářských ocelí v polohách prutů vodorovné a svislé viz obr.4. V sedmdesátých a osmdesátých letech bylo touto metodou svařena řada staveb jako např. most přes Dunaj v Bratislavě a další. S vývojem termomechanicky zpracovaných betonářských ocelí používání této technologie zaniklo z důvodů snížení mechanických vlastností svarového spoje u termomechanicky zpracovaných ocelí. 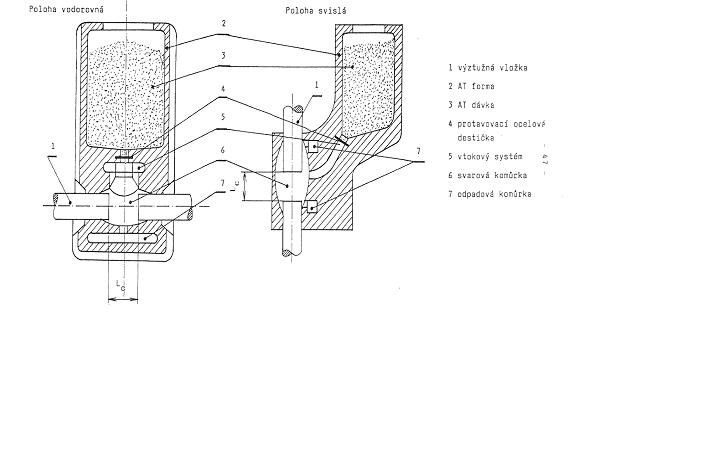
Obr.4 Uspořádání formy pro AT svařování betonářských ocelí Předpisy pro svařování betonářských ocelí V počátcích svařování betonářských ocelí, konec čtyřicátých a začátek padesátých let se řídily stavební firmy vlastními zkušenostmi a pokyny pro svařování betonářských ocelí. V roce 1954 schválilo Ministerstvo stavebnictví Prozatímní směrnice pro svařovanou ocelovou výztuž železobetonových konstrukcí. Pro bodové svařování byly doporučeny zejména oceli 10 400 a 10 210. Pro stanovení svařovacích parametrů, intenzity proudu, tlaku a času byly na základě prací VÚSSTS Praha stanoveny vzorce pro výpočet parametrů bodového svařování betonářských ocelí. V padesátých a šedesátých letech byly parametry ověřovány na stavbách a v armovnách dílenskými zkouškami kroucením a na odtržení - viz obr.5 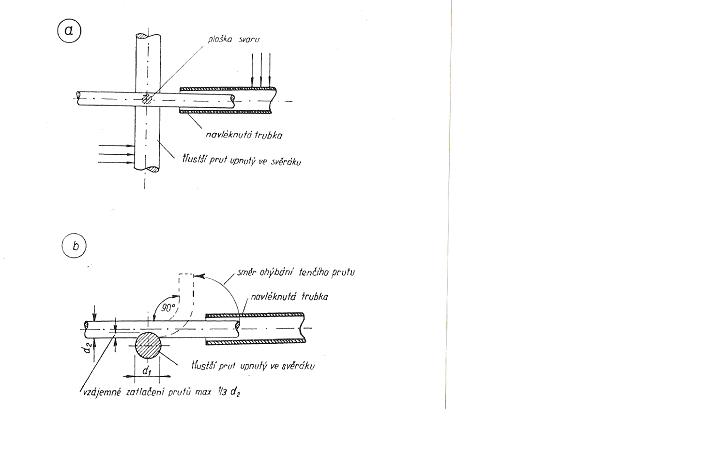
Obr.5 Dílenské zkoušky bodových svarů: a) zkouška pevnosti bodového svaru kroucením, b) zkouška bodového svaru na odtržení Kromě dílenských zkoušek bylo předepsáno provádět též zkoušky laboratorní k ověření svařitelnosti oceli ocelí a pevnosti ve smyku bodově svařeného spoje podle výše uvedených směrnic Ministerstva stavebnictví. S postupem důležitosti svařování betonářských ocelí pro železobetonové konstrukce a s vývojem a zdokonalováním výše uvedených technologií svařování byly postupně zpracovány a vydávány následující směrnice a normy:
Tyto předpisy neměly celostátní platnost. Velké firmy spolufinancovaly jejich zpracování a zavázaly se následně k jejich používání a dodržování. Byly používány jako součást kontraktů např. při výstavbě JE Dukovany a JE Temelín a na dalších stavbách. V současné době se svařování betonářských ocelí řídí následujícími normami:
Všechny výše uvedené předpisy a normy se rovněž zabývají požadavky na kvalifikaci svářečů a jakost svarových spojů v příslušném časovém období podle v té době platných norem.
| Informační servis Nejčtenější články
Předpověď počasí | ||||||||||||||||||||||||||||||||


