
|
|
[Tisk] [Poslat e-mailem] [Hledat v článcích] Typy vad , příčiny jejich vzniku a hodnocení Datum: 1.3.2012Autor: Ing. Jiří Barták, CSc.; ŠKOLA WELDING Plzeň E-mail: jbartak@skola-welding.cz Vady ve svarech je nutno považovat za nebezpečné koncentrátory napětí, které zvláště nepříznivě ovlivňují velikost meze únavy a za určitých podmínek se mohou stát také iniciátory křehkého lomu. Vadou výrobku se obecně rozumí každá odchylka od vlastností předepsaných technickými normami, technickými podmínkami případně smluvním vzorkem. Vady výrobku mohou být zjevné, které lze zjistit při prohlídce výrobku pouhým okem nebo jednoduchými pomůckami nebo skryté, které obvykle zjistíme pomocí přístrojů nebo laboratorními zkouškami. Podle ustanovení příslušných předpisů, mohou být vady přípustné, nepřípustné, opravitelné nebo neopravitelné. Vady přípustné jsou takové, které normy, technické podmínky nebo smluvní vzorek dovolují a jejich odstranění není nutné. Vady nepřípustné jsou takové, které neodpovídají povoleným hodnotám. Tyto vady mohou být opravitelné nebo neopravitelné. Do provozu můžeme připustit pouze svary s takovými typy vad, o kterých víme, že při známém provozním zatížení neohrozí bezpečnost svařovaných konstrukcí. 1)Typy vad při svařování Problémy vznikající u všech procesů svařování se převážně týkají necelistvostí – vad. Defekty vyskytující se ve svarových spojích a návarech rozdělujeme podle tvaru a podle polohy výskytu. Podle tvaru zařazujeme vady ve svarech do tří hlavních skupin. Jsou to jednak bodové vady, plošné vady a dále vady objemové. V první skupině jsou zařazeny vady typu mikropórů případně malé sférické vměstky (např. silikáty). Do druhé skupiny zařazujeme vady typu trhlin, neprůvarů a studených spojů. Ve třetí skupině jsou především vady typu plynových dutin (pórů, bublin), vměstků (struskové, tavidlové, oxidické, kovové), staženiny (mezidendritické, kráterové), ale také zápaly, vruby, nedodržení rozměru (hubený kořen, krápníky, převýšený svar, propadlý svar) a nepravidelný povrch svaru. Podle polohy vad ve svaru rozlišujeme vady povrchové (např. trhliny studené spoje na svarové ploše, zápaly, neprovařený kořen, póry) a vady vnitřní (plynové dutiny, bubliny, póry, vměstky, staženiny). Obrázek vad ve svarech podle tvaru a polohy 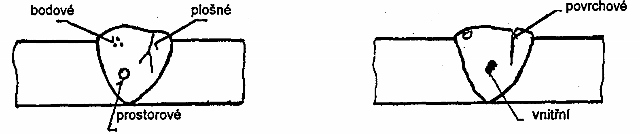
2)Typy vad a příčiny jejich vzniku Vady svarových spojů a příčiny jejich vzniku jsou závislé na druhu svařovaného materiálu a metodě svařování . Vady typu trhlinVady typu trhlin se mohou vyskytovat jako:
Příčinou vzniku horkých trhlin je především chemické složení základního materiálu (vysoký uhlík, mangan a další legury) případně vyšší obsah síry. Vznikají při vysokých teplotách mezi 800 a 900 0C. Studené trhliny vznikají především působením vodíku, u také u ocelí s vyšším obsahem uhlíku nebo ocelí legovaných. Vznikají obvykle po zakončení svařování při teplotách pod 3000C. Žíhací trhliny vznikají buď v nízkotepelné oblasti (do 300 0C) v důsledku velkého teplotního gradientu mezi povrchem a středem svarového spoje nebo v oblasti dolních žíhacích teplot (500 – 600) především u ocelí na bázi chrómu a vanadu. Lamelární trhliny mohou vznikat jak v základním materiálu tak v tepelně ovlivněné oblasti především za vysokých teplot, ale šířit se mohou i za studena. Vznikají za spolupůsobení napjatosti v místech, kde jsou u plechů rozválcovány nečistoty typu sirníkových nebo oxidických vměstků. Kráterové trhliny jsou specifickým druhem horkých trhlin, vznikajících při náhlém a rychlém ukončení svařování. Vznikají v dutině kráteru a jsou zapříčiněny smršťováním při tuhnutí svarového kovu. Obrázek studené trhliny 
Obrázek horké trhliny 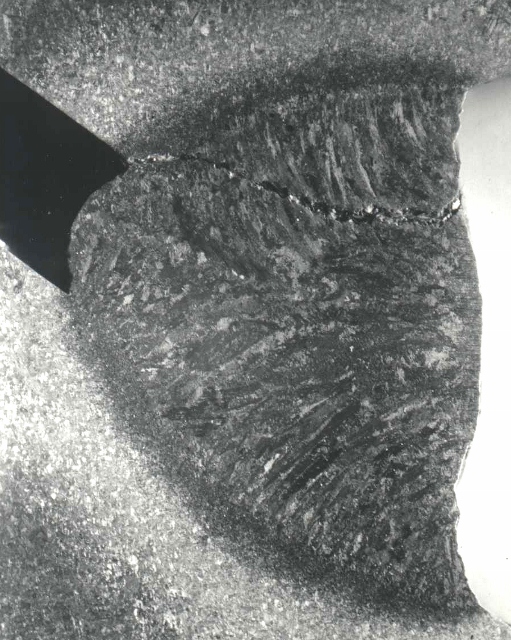
Obrázek kráterové trhliny 
Neprůvary Neprůvary jsou defekty vznikající v důsledku neúplného natavení základního materiálu nebo přilehlých svarových housenek. Nejčastěji se objevují při svařování MIG/MAG při zkratovém procesu. Mezi hlavní příčiny patří především vysoká svařovací rychlost, nízký svařovací proud, nevhodná příprava svarových úkosů, předběhnutí svarové lázně, příliš vysoká housenka nebo velký průměr obalené elektrody. Studené spoje Studené spoje jsou zapříčiněny nedokonalým tavným spojením svarového kovu se základním materiálem nebo navařenou housenkou. Mezi hlavní příčiny patří nízký svařovací proud nesprávné vedení elektrody, velká rychlost svařování případně nevhodně volený průměr elektrody (malý). Póry a bubliny Póry a bubliny jsou objemové vady kulovitého nebo protáhlého tvaru, vyplněné plynem. Příčinou vzniku může být špatně vysušená elektroda, vlhkost v plynu, nečistoty na svarových hranách, příliš dlouhý oblouk, vysoká rychlost svařování nebo rychlé tuhnutí lázně v důsledku nízkého svařovacího proudu a vysoké rychlosti svařování. Vměstky Vměstky neboli inkluze mohou být různého typu. Především jsou to struskové vměstky, které vznikají především nedokonalým odstraňováním strusky mezi jednotlivými svařovanými vrstvami, když struska předbíhá oblok nebo je špatně položená svarová housenka. Oxidické vměstky vznikají především v důsledku nedokonalého čištění povrchu. Vyskytují se především u oxidů hliníku a hořčíku (mají vysoký bod tání). Kovové vměstky (především wolframové) vznikají v důsledku vysokých proudů, dotyku elektrody s tavnou lázní nebo porušením plynové ochrany. Zápaly Zápaly jsou ostrá natavená prohloubení na hranicích svarové housenky a základního materiálu. Častěji se vyskytují u koutových svarů. Mezi hlavní příčiny patří příliš velký svařovací proud, dlouhý oblouk, nevhodný průměr elektrody případně její špatné vedení. 3)Klasifikace vad ve svarech Klasifikaci vad, které se mohou obecně ve svarových spojích vyskytovat, uvádí norma ČSN ISO 6520, podle které jsou vady svarů zařazeny do šesti skupin. V následující tabulce je uveden základní přehled vad a jejich označování podle u citované normy v porovnání s označováním vad svarů podle sbírky referenčních radiogramů IIW. Tabulka klasifikace vad – základní přehled 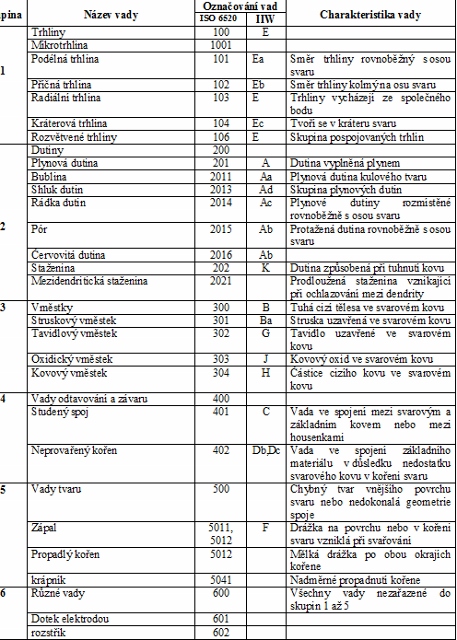
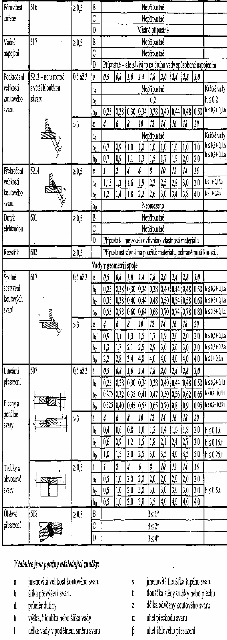
4)Přípustné meze vad ve svarech Přípustnost vad ve výrobcích obecně je stanovena druhem, velikostí a četností vyskytujících se vady závislosti na typu výrobku nebo svaru, konstrukci a namáhání. Hodnocení přípustnosti některých dalších druhů vad ve svarech vychází z možné interakce následujících faktorů:
Pro hodnocení přípustnosti určitého typu vady se vychází z přístupu „vhodnosti pro daný účel“, tj. principu přípustné vady, kdy se vychází ze zkušenosti, že vada ovlivňuje nejvíce porušování křehkým lomem a únavové porušení. To se týká především nejnebezpečnějších vad, tj. trhlin. Jejich hodnocení přípustnosti vychází z teorie lomové mechaniky, jako základního nástroje posouzení vlivu těchto vad na životnost svařovaných konstrukcí na základě předpokládaného provozního namáhání. Přípustnost vad stanovuje konstruktér a ovlivňuje technolog, který navrhuje a zajišťuje výrobu. Přípustné meze velikosti vad pro tři stupně jakosti (B, C a D) odpovídající jakosti ve výrobě jsou předmětem normy ČSN EN ISO 5817 „Svařování – Svarové spoje ocelí, niklu, titanu a jejich slitin zhotovené tavným svařováním – Určování stupňů jakosti“. Zda výrobek stanoveným kriteriím jakosti a spolehlivosti vyhovuje, ověřuje za použití příslušných kontrolních metod pracovník nedestruktivní kontroly. Tabulka mezních hodnot vad svarů (viz ČSN EN ISO 5817) 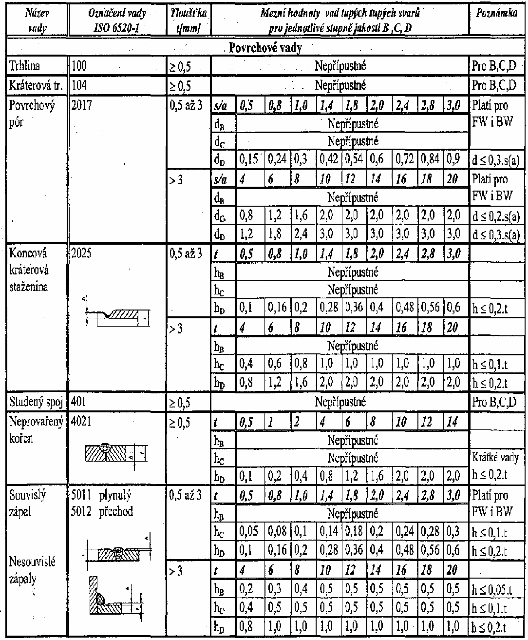
| Informační servis Nejčtenější články
Předpověď počasí |


