
|
|
[Tisk] [Poslat e-mailem] [Hledat v článcích] Tepelné zpracování svarových spojů ocelí ve shodě s ISO/TR 15608 Datum: 13.5.2015Autor: Prof. Ing. Václav Pilous, DrSc., EWE, SDP-KOVO s.r.o., ZČU FPE KMT Základy tepelného zpracování ocelí Tepelné zpracování je pochod, při kterém jsou výrobek nebo jeho část v tuhém stavu podrobeny jednomu nebo více žíhacím cyklům. Žíhací cyklus je změna teploty výrobku v určitém rozmezí teplot v závislosti na čase. Tepelné zpracování spolu s chemickým složením prvořadě ovlivňuje, s využitím teplotních časově závislých strukturních a difúzních procesů, mechanické, fyzikální, chemické a technologické vlastnosti tepelně zpracovávaných materiálů. Základní průběh tepelného zpracování se skládá z ohřevu předepsanou rychlostí na teplotu tepelného zpracování, ze setrvání (z výdrže - časové prodlevy) na teplotě a z ochlazování předepsanou rychlostí na požadovanou teplotu. Proces musí zaručit předepsané vlastnosti základního materiálu (svarových spojů).Při tom ohřev je pochod, jímž se zvyšuje teplota výrobku na hodnotu potřebnou pro další zpracování. Rychlost ohřevu je vzrůst teploty ohřívaného výrobku za jednotku času (°C/h., °C/min.). Výdrž (prodleva) na teplotě je udržení výrobku na předepsané teplotě po dobu potřebnou k provedení příslušného tepelného zpracování. Rychlost ochlazování je pokles teploty ochlazovaného výrobku za jednotku času. Procesy, které využívají ke změně vlastností teplotní cyklus spolu s plastickou deformací za vzniku dislokací (změny tvaru), jsou nazývány jako tepelně mechanické zpracování. Tepelné zpracování železných materiálů využívá stabilní a metastabilní strukturní stavy oceli nebo litiny, které lze dosáhnout v rámci procesů tepelného zpracování. Dále využívá ke stanovení strukturních stavů a tvrdosti izotermické a anizotermické diagramy. Žíhání bez překrystalizace Žíhání ke snížení zbytkových napětí Cílem žíhání je snížení zbytkových napětí bez podstatné změny struktury a původních, především mechanických vlastností. Celkovým nebo lokálním ohřevem lze v oceli za žíhací teploty získat stav napětí, který odpovídá hodnotě meze kluzu oceli za žíhací teploty. To proto, že za žíhací teploty dojde přechodem elastické deformace do oblasti plastické deformace ke snížení zbytkového napětí na hodnotu meze kluzu oceli za žíhací teploty. Technologie žíhání. Žíhá se podle jakosti oceli až do teploty 650°C, po dobu 1 hodiny na 20 mm tloušťky žíhaného výrobku, kdy hodnota meze kluzu a tím i hladina napětí nízkouhlíkové konstrukční oceli S355 (11523) se pohybuje okolo 50 MPa. Ochlazuje se pomalu do teploty 200°C, poté na vzduchu. Stav napětí představovaný ve výrobku elastickou deformací mřížky se v důsledku snížené hodnoty meze kluzu oceli za teploty žíhání eliminuje lokální plastickou deformací. Potom část napětí (pružné deformace) se sníží během prodlevy na žíhací teplotě plastickou deformací a relaxačním procesem. Rychlost ohřevu (vc) lze vypočítat s využitím vzorce: vc ≤ 5000 / t (°C/h) za podmínky 50 ≤ vc ≤ 250, kde t je největší tloušťka žíhaného výrobku. Rychlost ochlazování (vr) lze vypočítat ze vzorce: vr ≤ 6500 / t (°C/h) za podmínky 50 ≤ vr ≤ 250. Při tloušťce výrobku 100 mm je nejvyšší rychlost ohřevu 50 °C/h. a největší rychlost ochlazování 65 °C/h. Teplotní gradient (rozdíl) při ohřevu dvou míst, vzdálených od sebe 400 mm, nemá být větší než 100 °C. Tepelné zpracování s překrystalizací s následným popouštěním Přeměna austenitu Teplota přeměny je teplota, při které dochází k fázové přeměně. Označují se mezní hodnoty teplotního rozmezí fázové přeměny, tj. počátku nebo konce přeměny. K přeměně austenitické struktury dochází přeměnou (překrystalizací) podchlazeného austenitu. Přeměna probíhá v závislosti na ochlazovací rychlosti mechanismem perlitické, bainitické a martenzitické transformace.
Obdobná označení jsou při ochlazování v rámci přeměny austenitu na bainit (Bs, Bf) a perlit. Perlitická transformace Perlitická transformace se vyznačuje difúzí Fe a C za vzniku eutektoidní směsi feritu (Fα) a sekundárního cementitu (Fe3C). Eutektoid o názvu perlit může být lamelární až glubulární. Informativně lze výslednou strukturu po tepelném zpracování tj. po ochlazení s teploty rozpouštěcího žíhání konstrukčních nízkouhlíkových svařitelných ocelí, v závislosti na chemickém složení, zjistit podle ČSN EN 1011-2, přepočtem chemického složení oceli na ekvivalent uhlíku CET: CET = C + (Mn+Mo)/10 + (Cr + Cu)/20 + Ni/40 …hmot.% a stanovit tak množství strukturních fází (feritu a perlitu) v oceli. Bainitická transformace Bainitická transformace probíhá přeměnou podchlazeného austenitu na feriticko-karbidickou směs, která se označuje jako bainit. V horní části teplotní oblasti bainitické přeměny se tvoří mechanismem difúze uhlíku horní bainit, který se skládá ze svazků hrubších jehlic feritu (acikulární ferit) s částicemi cementitu (Fe3C) na povrchu jehlic. Za nízkých teplot přeměny (vyšších ochlazovacích rychlostech) vzniká téměř bez difúze uhlíku dolní bainit, který se skládá z jemných feritických jehlic s velkým množstvím jemných karbidických částic. Martenzitická transformace – kalení Cílem bezdifúzní martenzitické transformace je dosáhnout strukturního stavu charakterizovaného přesyceným tuhým roztokem železa alfa uhlíkem, tj. strukturní fáze o vysoké tvrdosti – martenzitu. Martenzit je metastabilní tuhý roztok se čtverečnou (tetragonální) prostorově centrovanou mřížkou. Teplota počátku přeměny Ms je určující pro stanovení teploty předehřevu při svařování ocelí feritické báze s přeměnou podchlazeného austenitu. Stádia popouštění Po kalení konstrukční feritické oceli s 0,20 až 0,3 hm.% uhlíku je možné provést popouštění, které lze uskutečnit ve čtyřech stádiích popouštění: První stádium probíhá za teplot 150 až 200°C a je dáno rozpadem tetragonálního martenzitu na nerovnovážný karbid epsilon (ε - Fe2,4C) a popuštěný martenzit s nižším obsahem uhlíku za současného mírného snížení tvrdosti a stavu napětí. Druhé stádium probíhá za teplot 200 až 300°C, za kterých se rozpadá zbytkový austenit nejčastěji na bainitickou strukturu. Třetí stádium probíhá za teplot nad 350°C a je charakterizováno vznikem cementitu Fe3C a téměř rovnovážným stavem zrn alfa feritu. Tvrdost a stav napjatosti se snižují. Čtvrté stádium probíhá za teplot nad 500°C (až pod Ac1) a je spojeno s tvorbou hrubších částic legovaného cementitu (M3C), případně karbidů legujících prvků a rovnovážným stavem zrn alfa feritu. Tvoří se sorbitická struktura (vysoce popuštěný martenzit). Tvrdost, pevnostní hodnoty, hodnoty vrubové houževnatosti a stav zbytkových napětí se podstatně snižují. Tepelné zpracování kryogenních ocelí (ISO/TR 15608 skupina 9) Jemnozrnné kryogenní oceli s obsahem niklu v rozsahu 1,5 až 10 hmot % jsou tepelně zpracovány normalizačním žíháním (N) a šlechtěním (QT), tj. kalením (Q) s austenitizační teploty s následným popouštěním (T). Jemnozrnnost ocelí je dosažena mikrolegováním přísadou prvků, jmenovitě Ti, Nb, Al, které tvoří za vysokých teplot v austenitu stabilní karbidy, karbonitridy a nitridy. Precipitující strukturní fáze brání růstu zrn při následných technologických operacích Oceli se popouštějí v rámci třetího a především v rámci čtvrtého stadia popouštění za teploty 600 až 640 °C, tj. za vzniku feriticko-karbidické směsi, obsahující v důsledku vyššího obsahu niklu 5 až 15 % austenitu (s vyšším obsahem uhlíku). Množství austenitu v kryogenních ocelích se řídí obsahem niklu. Ferit, bohatě legovaný niklem, spolu se zbytkovým austenitem zajišťují velmi dobrou hodnotu rázové houževnatosti za nízkých teplot. Zbytkový austenit je za nízkých teplot v důsledku velmi nízkých tepelně aktivovaných procesů dostatečně stálý a netransformuje v rozpadovou strukturu. Množství austenitu ve struktuře je závislé na výši popouštěcí teploty. Optimální množství zbytkového –stabilního - austenitu u oceli s 9%Ni se pohybuje okolo 8%, které lze dosáhnout popouštěním za teploty v rozsahu 620 až 640 °C, tj. těsně pod Ac1, kdy se získá feriticko-karbidická struktura s niklem legovaným feritem, s požadovaným množstvím austenitu. Poté následuje stabilizační popouštění za teploty 500 °C. Aplikace tepelného zpracování kryogenních ocelí skupiny 9 Tepelné zpracování feritických ocelí skupiny 9 podskupin 9.1 až 9.3 je závislé na chemickém složení, kde nikl intenzivně zvyšuje kalitelnost (hodnotu tvrdosti) a prokalitelnost (hloubku tvrdosti). V procesu tepelného svařování lze u kalitelných kryogenních ocelí výslednou strukturu po zpracování řídit jak u překrystalizačního tepelného zpracování, tak při popouštění výší ohřevu, dobou setrvání na teplotě a rychlostí ochlazování (ochlazovací prostředí). Druhy tepelného zpracování základních materiálů (před svařováním) jsou normalizační žíhání, normalizační žíhání s následným popouštěním, zušlechtění, tj. kalený a popouštěný stav v závislosti na výši popouštěcí teploty, která řídí výsledný strukturní stav, tvrdost a především ovlivňuje výši hodnot zkoušek rázem v ohybu. Pro nejnižší teploty (-78 °C a teploty nižší) jsou doporučovány jsou doporučovány austenitické oceli skupiny 8 (ISO/TR 15608). Tepelné zpracování austenitických ocelí skupiny 8 podskupin 8.1 a 8.2 je rozpouštěcí žíhání. Po svařování se tepelné zpracování austenitických ocelí (svarových spojů) neuskutečňuje. Pro svařované stavební staticky, dynamicky a únavově namáhané konstrukce, pracující za teplot v podcreepové oblasti, jsou převážně používány oceli podle ISO/TR 15608 skupiny 1 podskupin 1.1, 1.2 a 1.3 a skupiny 2 podskupiny 2.1 s hodnotami meze kluzu 235 až 450 MPa. Oceli jsou dodávány ve třech jakostech:
Konstruktér je povinen vybrat pro svařovanou konstrukci podle ukazatelů provozu konstrukce ocel tak, aby výrobce konstrukce mohl zpracovat podle ČSN EN 15614 podklady (postupy) pro svařování (WPQR-WPS), které jsou ve shodě s požadovanými mechanickými vlastnostmi (hodnotami), kladenými na svarový spoj. Tepelné zpracování ocelí skupin 1 a 2 (ISO/TR 15698) po svařování. Teplota žíhání ke snížení zbytkových napětí nemá být podle ČSN EN 10025-1 vyšší než 580 °C. V normě je uvedeno, že při překročení teploty 580 °C může dojít ke zhoršení mechanických vlastností značek ocelí uvedených v EN 10025-2 až EN10025-5. Pro normalizačně žíhané nebo normalizačně válcované značky ocelí s hodnotou meze kluzu ReH ≥ 460MPa by měla být teplota žíhání ke snížení zbytkových napětí nejvýše 560 °C. Jestliže zákazník předepíše žíhání ke snížení napětí při vyšších teplotách potom musí být upozorněn na možné snížení hodnoty meze kluzu svařence. Pro značky zušlechtěných ocelí podle EN 10025-6:2004 (QT) by měla být nejvyšší teplota žíhání ke snížení napětí o 30 °C nižší než byla původní výše popouštěcí teploty. V závislosti na ekvivalentu uhlíku CET (ČSN EN 1011) by neměla u ocelí S355M překročit teplotu 540 °C. Uvedená výše teploty tepelného zpracování byla potvrzena studií, která byla uskutečněn v SDP-KOVO a vyhodnocena v autorizované zkušebně VZÚ Plzeň. Osvědčené žíhací teploty a doby setrvání na teplotě konstrukcí svařených z jemnozrnných ocelí S 355 jsou uvedeny v tab. 1. Tab. 1 Teploty žíhání a doby setrvání na teplotě v závislosti na tloušťce jemnozrnných ocelí (podle SDP-KOVO Plzeň) 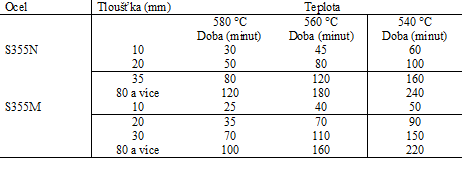
Nejvyšší teplota při žíhání svařence z oceli S3555N nemá překročit 580 °C. Teplota před vsazením svařence do pece nemá být vyšší než 300 °C. Nad teplotou 300 °C nesmí rychlost ohřevu a ochlazování (do teploty 300 °C) překročit hodnoty uvedené v tab. 2. Tab. 2 Závislost rychlosti ohřevu a ochlazování na tloušťce 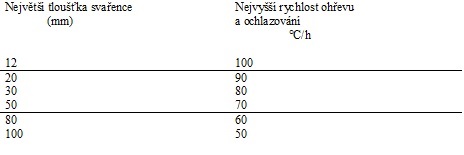
Uvedené hodnoty vyplynuly z výsledků zkoušek, uskutečněných v SDP KOVO Plzeň, na ocelích S355M o tloušťce 10 až 100 mm. Výsledky zkoušek, zjištěné na vzorcích v dodaném stavu a po tepelném zpracování za teploty 620 °C po dobu 60 minut potvrdily snížení hodnot meze kluzu a meze pevnosti tepelně zpracované zkoušky oceli S 355 M. Tepelné zpracování nízkolegovaných a střednělegovaných žáropevných ocelí (ISO/TR 15608 skupiny 5 a 6) Nízkolegované a střednělegované žáropevné oceli pro provoz nad teplotou 350 °C jsou podle ISO/TR 15608 zařazeny do skupiny 5 (4 podskupiny) a do skupiny 6 (4 podskupiny). Středně-legované žáropevné CrMo oceli (ISO/TR 15608 skupina 5) Do skupiny 5 jsou zařazeny žáropevné Cr-Mo oceli bez vanadu s možností použití do teploty až 570 °C. Žáropevné oceli bez vanadu (skupina 5) mají hodnoty meze pevnosti při tečení závislé na precipitačním příspěvku zpevnění daném především strukturní stálostí méně stabilního karbidu Cr7C3, (M7C3). Vyznačují se dobrou tažností při lomu. Z hlediska svařování nejsou náchylné k trhlinám za studena a v závislosti na čistotě vyznačují se dobrou svařitelností. Tepelné zpracování po svařování ocelí skupiny 5 po svařování, po kterém lze předpokládat v TOO a ve svarovém kovu tvorbu bainitické struktury (v krajním případě martenzit), je popouštění. Je nutné upozornit, že po svařování musí být popouštěcí teplota svarového spoje o 20 až 30 °C (podle přesnosti pece) nižší než byla teplota popouštění základního materiálu. To proto, že v případě popouštění za vyšší teploty dojde ke snížení hodnoty meze kluzu a hodnoty meze pevnosti při tečení základního materiálu, což je nepřípustné. U svarových spojů, u kterých při svařování nedojde ke vzniku zákalné struktury, lze aplikovat žíhání ke snížení zbytkových napětí po svařování a to za stejných podmínek jako při popouštění. Středně legované žáropevné CrMoV a CrMoVNi oceli (ISO/TR 15608 skupina 6) Do šesté skupiny jsou zařazeny Cr-Mo-V a Cr-Mo-V-Ni oceli. Středně legované žáropevné oceli s vanadem (skupina 6) mají hodnoty meze pevnosti závislé na precipitačním zpevnění daném poměrně morfologicky (tvarově) stabilním karbidem vanadu V4C3 (VC) a méně stabilním karbidem Cr7C3. Vanad má vysokou aktivitu k uhlíku a tvoří s uhlíkem v průběhu ochlazování již za poměrně vysokých teplot, v poměru atomové hmotnosti prvků V : C (přibližně 4:1), deficitní karbid V4C3 a strukturně stálý karbid vanadu VC. Z nízkolegovaných žáropevných ocelí ve tvářeném i v litém stavu se na stavbu energetických zařízení používají především oceli typu CrMoV, které mohou být dále legovány nebo mikrolegovány Ni, W, Nb, Ti, N a B. Jakost oceli je označena podle ČSN EN 10027-1 a ČSN EN 10 027-2. Výrobce přídavných materiálů uvádí tepelné zpracování svarového kovu po svařování v návaznosti na hodnoty vrubové houževnatosti, tvrdosti a strukturní stav svarového kovu po svařování a po tepelném zpracování, který zaručuje hodnoty meze pevnosti při tečení za pracovní teploty svarového spoje. Potom je nutné projednat s dodavatelem přídavných materiálů nejvyšší možnou popouštěcí teplotu po svařování z důvodu, že svarový spoj nemůže být popouštěn na vyšší teplotu než byl popouštěn základní materiál (doporučuje se snížení o 30°C s prodloužením doby setrvání na teplotě). Jinak dojde ke snížení mechanických hodnot svařence, což vede k jeho úplnému tepelnému přepracování, které je téměř ve všech případech velmi obtížně proveditelné. Hodnoty meze pevnosti při tečení za pracovní teploty (kupř. 550 °C) se kontrolují podle ochlazovací doby t8/5, podle které lze získat v TOO svařovaného základního materiálu a ve svarovém kovu požadovanou strukturu a tím jistotu, že po tepelném zpracování nebude porušena jakost nesvařovaného základního materiálu a jakost svarového kovu. Zvláštnosti tepelného zpracování svarových spojů středně legovaných žáropevných ocelí Tepelné zpracování po svařování musí být provedeno v souladu s ČSN EN tak, že teplota žíhání nesmí být vyšší než skutečná popouštěcí teplota středně legovaných žáropevných ocelí skupiny 5 a 6. U ocelí se teploty popouštění po svařování pohybují 30°C pod teplotou popouštění základních materiálů s výdrží na teplotě po prohřátí oceli 60 minut na 20mm tloušťky oceli v místě svarového spoje. Ku příkladu u velmi často používané oceli 14(Cr)MoV63 se pohybují teploty žíhání mezi teplotami 660 až max. 730 °C. V podstatě jde o žíhání ve čtvrtém stádiu popouštění zákalných strukturních fází v místě tepelně ovlivněných oblastí (TOO). Rozsah nedestruktivních zkoušek se určí podle ČSN EN 13445-5. Svarové spoje musí být před tepelným zpracováním prosté poškození vzniklých při přípravě a v procesu svařování. Z uvedeného důvodu musí být zodpovědně připraveny WPS postupy svařování aplikované certifikovaným svářečským personálem. Doporučuje se při zpracování WPQR postupovat ve shodě ČSN EN ISO 15614-1. S využitím WPQR vypracovat, podle ČSN EN ISO 15609-1, předpis WPS včetně postupů tepelného zpracování po svařování. Tepelné zpracování korozivzdorných chrómových ocelí ( ISO/TR 15608 skupina 7) V podstatě existují podle ČSN E 15608 tři jakosti chrómových ocelí:
Feritické žáropevné oceli jsou podle ISO/TR 15608 zařazeny do skupiny 6 – podskupiny 6.4 a dále jsou uvedeny jako korozivzdorné ve skupině 7 v provedeních: Feritické, martenzitické a precipitačně vytvrzované korozivzdorné oceli s C ≤ 0,35 (hmot.%) a 10,5 ≤ Cr ≤ 30,0 %. Ve skupině 7 jsou 3 podskupiny. Rozdělení žáropevných ocelí podle ČSN EN 10302 Podle ČSN EN 10302 jsou žáropevné oceli a slitiny rozděleny podle strukturních fází do oblastí:
Popouštěné žáropevné vysokolegované martenzitické oceli Popouštěné martenzitické oceli (feritické oceli) s obsahem chrómu 8 až 12 hmot.% a se zvláštními karbidotvornými a nitridotvornými prvky, zvyšujícími především žáropevnost oceli, jsou vhodné pro provozní teploty až 600 °C, ve zvláštní úpravě chemického složení až do teploty 650 °C (nadkritické parametry energetických zařízení). Popouštěné martenzitické oceli jsou obtížně svařitelné z důvodu důsledku svařovacího procesu na možnost tvorby trhlin za studena v tepelně ovlivněných oblastech. Dále z důvodu dosažení požadovaných hodnot meze pevnosti při tečení ve svarovém spoji. Žáropevné oceli feritické báze ve šlechtěném stavu, tj. po kalení a popouštění, mají hodnoty meze pevnosti při tečení závislé na výši popouštěcí teploty. Jsou-li popouštěcí teploty svarového spoje nižší než provozní teplota, potom v podstatě za provozní teploty dochází k dalšímu popouštění spoje za současného snížení hodnot meze pevnosti při tečení. V tomto případě je nutné použít modifikované šlechtěné oceli feritické báze, které lze použít za kritických teplot dosahujících 650 °C tj. oceli X20CrMoV11-1, X20CrMoW12-1 (S700+QT). Rozbor tepelného zpracování žáropevných martenzitických popouštěných ocelí Tepelné zpracování popouštěných martenzitických ocelí spočívá v zušlechťování (+QT), které se skládá z kalení a popouštění na požadované mechanické, fyzikální a chemické vlastnosti, zaručující žáropevnost ocelí. Kalení se uskutečňuje z teploty nad Ac3 s rychlým ochlazením na mezioperační teplotu 20 až 150 °C, ze které se ocel ohřívá na popouštěcí teplotu. Výsledkem rychlého ochlazení jsou v závislosti na chemickém složení a rychlosti ochlazování struktury zákalného charakteru, které mohou být martenzitické až bainitické (jemný spodní bainit), které vznikají bezdifúzně. V pozdějším stádiu struktury vznikají difúzním mechanismem, tj. tj. tvoří se struktury horního hrubého bainitu. V závislosti na obsahu uhlíku a dalších legujících prvků v oceli se po rychlém ochlazení tvoří martenzit nízkouhlíkový až vysokouhlíkový. Popouštění je součástí zušlechťování. Používá se ke snížení stavu napjatosti a tím i tvrdosti struktury vzniklé po kalení. Popouštěním se v rámci prvního, třetího a čtvrtého stádia rozpadu martenzitu tvoří struktura popouštěného martenzitu se sníženou tvrdostí za současného disperzního vyloučení modifikovaných (legovaných) karbidů železa a karbidů slitinových prvků. Ke snížení tvrdosti dochází v důsledku zmenšení stupně tetragonality martenzitu (napjatosti) za současného zvýšení hodnot, charakterizujících plasticitu a houževnatost oceli, což je výhodné z hlediska svařování. Tepelné zpracování popouštěných žáropevných vysokolegovaných martenzitických ocelí určuje jejich hodnoty meze pevnosti při tečení. Pod označením +QT je zahrnuto kalení z teplot 1020 až 1100 °C do oleje s následujícím popouštěním za teplot 730 až 780 °C tj. těsně pod teplotou Ac1 oceli (ocel X10CrMoVNb9-1). Doba setrvání na teplotě je jedna hodina a od tloušťky větší než 10 mm dále se přidávají 2 minuty na mm tloušťky. Výjimku tvoří ocel X12CrNiMoV12-3 (2 až 3 hmot. %Ni), která se kalí z teploty v rozsahu 1035 až 1065 °C a popouští za teploty 600 až 700 °C. Všeobecně příznivý je účinek žíhání svarových spojů feritických ocelí za teploty 30°C pod teplotou A1, jinak u šlechtěných ocelí 30 °C pod teplotou popouštění svařované oceli. Martenziticko-feritické žáropevné oceli (ISO/TR 15608 skupina 7) Martenziticko-feritické žáropevné oceli s obsahem 15 až 18,5 hmot.% Cr mají strukturu martenzitickou s určitým podílem feritu delta. Množství feritu delta lze odečíst ze Schafflerova diagramu podle chemického složení žáropevné oceli. Tepelné zpracování martenziticko-feritických ocelí Tepelné zpracování martenziticko-feritických ocelí se skládá z kalení a popouštění (QT) nebo z kalení a žíhání (+QT). Kalí se z teploty 950 °C. Doba setrvání na teplotě je do tloušťky 10 mm 1 hodina a poté se přidají 2 minuty navíc na každý mm tloušťky. Ochlazují se zpomaleně (otevřená pec) do 650 °C potom na vzduchu. Žíhají se za teplot 800 až 850 °C po dobu 1hodiny. Oceli se svařují v tepelně zpracovaném stavu za teploty předehřevu v rozmezí 100 až 150 °C s dohřevem po svařování na teplotě 150 °C, ze které se popouštějí (žíhají) za teplot 770 až 790 °C s tím, že se předepisuje teplota o 30 °C nižší než je teplota žíhání základního materiálu. Po žíhání se ochlazují na vzduchu. Svařují se malým průměrem přídavných materiálů (elektrod), aby ovlivněná zóna přilehlá k fúzní zóně, ve které dochází k hrubnutí zrna, měla velmi malou šířku. Aplikace žáropevných martenzitických ocelí P91, P911 a 92 Martenzitické oceli jsou používány pro potrubí přehříváků, přihříváků a pro komory pracující za teplot až 600 °C. Oceli jsou po svařování pomalu ochlazeny na teplotu 100 °C (mezioperační teplota), poté žíhány za teploty 700 °C až 760 °C (pod A1) s pomalým ochlazením na teplotu 400 °C a na vzduchu. Žíhání se uskutečňuje v rámci čtvrtého stádia popouštění. Teplotu 760 °C se nedoporučuje překročit z důvodu možnosti tvorby austenitu a po žíhání vzniku nepopuštěného martenzitu. S dodavatelem přídavných materiálů nejvyšší popouštěcí teplotu po svařování z důvodu, že svarový spoj nemůže být popouštěn na vyšší teplotu než byl popouštěn základní materiál (doporučuje se snížení o 30°C s prodloužením doby setrvání na teplotě). Jinak dojde ke snížení mechanických hodnot svařence, což vede k jeho úplnému tepelnému přepracování, které je téměř ve všech případech velmi obtížně proveditelné. Hodnoty meze pevnosti při tečení za pracovní teploty (kupř. 550 °C) se kontrolují podle ochlazovací doby t8/5, podle které lze získat v TOO svařovaného základního materiálu a ve svarovém kovu požadovanou mikrostrukturu a tím jistotu, že po tepelném zpracování nebude porušena jakost nesvařovaného základního materiálu a jakost svarového kovu. Pro novou ocel VM 12 (620 °C) s 12 hmot.% Cr je doporučen přídavný materiál s 11,5 %Cr jinak obdobného složení s P 92 se sníženým obsahem molybdenu 0,30 hmot.%, dále s borem 0,005%, kobaltem 1,60%, niobem 0,06% a dusíkem. V současné době je firmou Manesmann vyráběna vrcholová ocel VM 12 pro teplotu 620 °C. Oceli typu 12 VM mají vysokou hodnotou meze pevnosti při tečení za teploty 650 °C, kterou je velmi obtížné dosáhnout ve svarovém spoji. Žíhání oceli VM 12 se uskutečňuje v rámci čtvrtého stádia popouštění. Teplotu žíhání 760 °C se nedoporučuje překročit z důvodu možnosti tvorby austenitu a po žíhání vzniku nepopuštěného martenzitu. Hodnoty meze pevnosti při tečení oceli TP 91 za teploty 600 °C po dobu 105 hodin se pohybují okolo 95 MPa. Chemické složení žáropevných vysokolegovaných martenzitických ocelí je na tabulce 3. Tabulka 3 Chemické složení žáropevných vysokolegovaných martenzitických ocelí 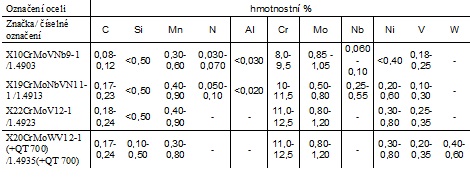
Austenitické vysokolegované žáropevné (korozivzdorné) chrómniklové oceli (ISO/TR 15608 skupina 8) Austenitické vysokolegované žáropevné chrómniklové oceli obsahují min. 16,5 hm%Cr s dostatečným množstvím Ni a Mn a dále C (N) k dosažení austenitické struktury. Další prvky k získání požadovaných vlastností mohou být Mo, Ti, Nb, Cu, S, Al, Si. Podobně jako u žáruvzdorných ocelí lze strukturu austenitických žáropevných ocelí určit s využitím výpočtu ekvivalentů Cr a Ni s následným znázorněním v Schaefflerově, DeLongově, W.R.C. nebo v implant diagramech (Folkhard, E.: Welding Metallurgy of Stainless Steels, Springer Verlag, Wien, 1988, 279s). Austenitické žáropevné oceli jsou dodávány z hlediska potlačení vzniku trhlin za horka při svařování s různým obsahem feritu delta. Množství feritu delta se vyjadřuje feritovým číslem (FN). V rozsahu 0 až 10% se stanovuje podle EN ISO 8249. Na druhé straně je nutné uvažovat v průběhu provozu za teplot okolo 650 °C s transformací feritu delta na křehkou intermediální fázi σ (sigma). Z uvedeného důvodu je u žáropevných CrNi ocelí zvyšován obsah austenitotvorného niklu (na 20 hmot.% Ni). Další možností stabilizace austenitické oceli je snížit obsah uhlíku v oceli na méně než 0,03 hmot.%, tj. na množství uhlíku ještě rozpustném v tuhém roztoku. Potom není volný uhlík k tvorbě karbidů chrómu. Austenitické oceli báze CrNi jsou podle ISO/TR 15608 zařazeny do skupiny 8 – podskupiny 8.1, 8.2. Do podskupiny 8.3 jsou zařazeny žáropevné oceli na bázi MnCr, které jsou uvedeny též v normě ISO/TR 15608. Austenitické žáropevné oceli ve stavu po rozpouštěcím žíhání Tepelné zpracování austenitických žáropevných ocelí Podle ČSN EN 1011-3 je optimální tepelné zpracování austenitických ocelí rozpouštěcí žíhání za teploty 1050 °C, s dobou setrvání na teplotě po prohřátí 20 minut na teplotě, s následným ochlazením ve vodě s cílem dosažení homogenního tuhého roztoku austenitické báze. Znamená to, že za vysokých teplot dojde k přechodu procesem rozpouštění podstatného množství karbidických, nitridických a karbonitridických fází do tuhého roztoku. Doba setrvání na rozpouštěcí teplotě je poměrně krátká a to15 až 25 minut z důvodu nebezpečí zhrubnutí zrna. Po ohřevu následuje z důvodu zachování ideálního stavu oceli ochlazení ve vodě. Žáropevné oceli ve stavu po rozpouštěcím žíhání jsou zpevněny především substitučním mechanismem. Austenitické oceli ve stavu po rozpouštěcím žíhání jsou rovněž základem pro další zpracování mechanismem zpevnění tuhého roztoku procesem vytvrzení, případně následným žíháním na potlačení vnitřní napjatosti za teplot 800 až 900 °C. Austeniticko-feritické vysokolegované (duplexní) oceli (ISO/TR 15608 skupina 10) Klasické austeniticko-feritické vysokolegované (duplexní) oceli mají z důvodu fyzikálních, chemických a mechanických (vyšší hodnota meze kluzu) vlastností dvoufázovou strukturu skládající se z austenitu a z feritu delta. Podle EN 10088-1 duplexní oceli obsahují (hm.%) 21-28 Cr, 3,5–8 Ni, 0,1–4,5 Mo a 0,05-0,35 N (Cu,W) s tím, že žáruvzdorné oceli mají vyšší obsah křemíku (0,8 až 1,5 Si). Mikrostruktura je tvořena feritickým základem se 45-60 % austenitu. Strukturního stavu lze u oceli dosáhnout v závislosti na složení oceli žíháním za teplot 1020-1100 °C s následným rychlým ochlazením na teplotu 20°C. Duplexní oceli jsou vyráběny podle EN 10088-1:1995 (též podle TR ISO 15608) v jakosti nízkolegované oceli 1.4362 X2CrNiN23 4 0,1 s velmi nízkým obsahem Mo jako náhrada za čistě austenitické oceli, u kterých je vyžadována odolnost vůči napěťové korozi. Dále jako střednělegované 1.4460 (I. generace), X2CrNiMo25 5 1,5). Vysokolegované oceli 1.4410 (Super duplexní), X2CrNiMoN25 7 4 0,27 mají vyšší obsah Cr, Mo, a N a jsou určeny pro velmi intenzivní prostředí. Jako žáruvzdorná se osvědčila ocel X15CrNiSi25-4 (EN 1.4821). Chemické složení oceli1.4821 je uvedeno na tab. 4. Tab. 4 Chemické složení (rozbor tavby) austeniticko-feritické žáruvzdorné oceli 1.4821 
Tepelné zpracování a vlastnosti austeniticko-feritických žáruvzdorných ocelí Austeniticko-feritické žáruvzdorné oceli jsou zpracovány obdobně jako austenitické oceli, tj. rozpouštěcím žíháním za teploty 1100 °C s rychlým ochlazením ve vodě, ve sprše, nebo ve chladném proudícím vzduchu. Nejvyšší teplota pro použití na vzduchu je 1100 °C. Hodnoty meze pevnosti při tečení za teploty 900 °C, po dobu 104 hodin se pohybují v rozsahu 20 až 30 MPa. Označení tepelného zpracování ocelí Tepelné zpracování je podle ČSN EN 10302 (EN 10302) označeno:
Závěr Ve studii je pojednáno o tepelném zpracování svarových spojů vybraných kvalit (značek) konstrukčních ocelí ve shodě s ISO/TR 15608. Literatura
| Informační servis Nejčtenější články
Nabídky práce
Předpověď počasí | |||||||||||||||||


