| WPQR - polohy svařování |
Autor: Pavel
Datum: 16.06.2010 12:47
V EN ISO 15614-1 je psáno, že poloha, ve které byl svařen zkušební kus, kvalifikuje všechny polohy svařování (kromě PG a J-L045), pokud se udělá zkouška rázem v ohybu v místě s největším tep. příkonem a zk. tvrdosti v místě s nejnižším tep. příkonem. Znamená to tedy, že abych měl kvalifikovány všechny polohy, musím zavařit dva vzorky, jeden v poloze PF(zkouška rázem v ohybu) a druhý v PC (zk. tvrdosti)? Pokud zavařím FW třeba jen v poloze PB, jaké polohy to kvalifikuje? Příliš jasně to z normy nechápu, díky za odpověď. (u svaru jsou dány požadavky na vrubovou houževnatost).
|
|
| Chronologický seznam příspěvků |
|
| Příspěvky |
Autor: Bartoš Tibor
Datum: 14.09.2010 11:46 | nahoru | výklad k polohám od p.Podhory
Komentář zpracovatele normy: CheVess ENGINEERING, s.r.o. Brno,
Ing Podhory CSc k článku 8.4.2 ČSN EN ISO 15614-1
Základní svářečská proměnná "poloha svařování" podle ČSN EN ISO 15614-1, v článku 8.4.2 uvádí:
Zkouška svařování v jakékoliv jedné poloze (trubka nebo plech) kvalifikuje svařování ve všech polohách (trubka nebo plech) s výjimkou pro svařování v polohách PG a J-L045, pro které se musí vyžadovat samostatná zkouška postupu svařování.
Protože podle zadání se jedná o kvalifikaci WPS pro tupý svar na trubce rozměru 324 x 24 mm z nízkolegované oceli 13CrMo 4-5 v poloze PF ( není uvedena výrobková norma pro PED), je požadována zkouška rázem v ohybu i zkouška tvrdosti svarového spoje. Obecný první odstavec článku není pro danou klasifikaci dostatečný a je vhodný pouze tam, kde se nepožaduje KV ani HV.
Aby byly kvalifikovány všechny polohy svařování, pak při stanoveném požadavku na zkoušku rázem v ohybu a/nebo na zkoušku tvrdosti, musí být vykonána zkouška rázem v ohybu ze svaru v poloze s nejvyšším tepelným příkonem a zkouška tvrdosti ze svaru v poloze s nejnižším tepelným příkonem.
Například pro tupé svary na plechu má obvykle nejvyšší tepelný příkon poloha PF a nejnižší poloha PC. Pro svary na pevně uchycené trubce musí být zkušební vzorek pro zkoušku tvrdosti odebrán v poloze nad hlavou.
Podle ČSN EN ISO 6947 (05 0024)" Svařování - Pracovní polohy - Definice úhlů sklonu a otočení" je tepelný příkon vypočítaný podle ČSN EN 1011-1, kapitola 19 a metody podle tabulky 1, pro jednotlivé polohy svařování v pořadí od nejmenšího příkonu po největší příkon následující:
PE - nad hlavou
PD - vodorovná nad hlavou
PC - vodorovná na svislé stěně zvyšování tepelného příkonu
PB - vodorovná šikmá shora (trubka rotuje)
PG - svislá dolů
J - L 045 od vrcholu svaru dolů
PA - vodorovná shora (trubka rotuje)
H - L 045 k vrcholu svaru nahoru
PF - svislá nahoru
Aby bylo vyhověno jak požadavkům na tvrdost, tak i na zkoušku rázem v ohybu, jsou požadovány dva zkušební kusy svařené v rozdílných polohách, ledaže by byla požadována kvalifikace v jedné poloze. Pokud je kvalifikace požadována pro všechny polohy, musí být oba zkušební kusy podrobeny úplné vizuální kontrole a nedestruktivnímu zkoušení.
V textu tohoto odstavce není zdůrazněno, jako v předchozím odstavci , že platí jak pro plechy, tak i pro trubky.
Splnění tohoto požadavku u tupých svarů na plechu nelze docílit na jednom spoji zkušebního kusu.
Svařování volné vodorovné trubky a nebo vodorovného potrubí bez otáčení se provádí v různých polohách s proměnlivým tepelným příkonem od PF až po PA. Naopak svařování dvou kusů, jeden v poloze PE a druhý v poloze PF neodpovídá požadavkům výrobního resp. montážního svařování, protože by bylo nutno s nimi otáčet.
Tento přístup potvrzuje i obrázek 6 v normě ČSN EN ISO 15614-1 Umístění zkušebních vzorků u tupého svaru na trubce.
Text článku 8.4.2 je v podstatě doplněním stejného článku v evropské normě ČSN EN 288-3/Změna A1 z roku 1998.
Kvalifikaci postupu svařování může rozšířit požadavek na použití normy ČSN EN ISO 15613 (kvalifikace předvýrobní zkouškou v důsledku zhoršené přístupnosti) nebo o požadavek výrobkové normy na doplňující podélnou zkoušku pevnosti svarového kovu spoje při tloušťkách nad 20 mm případně o krátkodobou zkoušku pevnosti spoje za zvýšených teplot.
Příklad:
Kvalifikace WPS pro tupý svar na trubce rozměru 324 x 24 mm z nízkolegované oceli 13CrMo 4-5 pro všechny polohy svařování s výjimkou PG a JL045, je požadována zkouška rázem v ohybu i zkouška tvrdosti svarového spoje.
V tomto případě stačí zavařit jeden zkušební kus pevně uchycený ve vodorovné poloze. Takto zavařený zkušební kus obsahuje jak polohu PF s nejvyšším tepelným příkonem pro zkoušku vrubové houževnatosti tak i polohu PE s nejnižším tepelným příkonem pro zkoušku tvrdosti. Pokud se vyhodnotí všechny předepsané NDT a DT zkoušky na uvedených vzorcích je to postačující pro rozsah kvalifikace WPQR pro všechny polohy svařování s výjimkou PG a JL045. Svařovat ještě jeden zkušební kus v poloze PC je v tomto případě bezpředmětné.
Pozor:
Při stejné kvalifikaci uvedeného materiál na pleších by se museli zavařit dva zkušební kusy. Jeden v poloze PF a druhý v poloze PC aby byl rozsah kvalifikace platný pro všechny polohy svařování s výjimkou PG a JL045.
|
|
Autor: stefan.cseplo
Datum: 13.08.2010 20:53 | nahoru | Ak dovolíte chcel by som, aj ja prispieť do diskusie. Téma WPQR rozsah a platnosť .
Úvodom chcem poukázať na názor- myšlienku ktorá tu zaznela. Je certifikácia 18800-7
odrazom resp. dokladovaní m a potvrdením kvality ktorá je bežná vo firme alebo je to len
niečo čo nás ma imaginárne posunúť niekam – kde to potrebuje náš zákazník, naša strojárenská
hrdosť a snaha o prežitie. Je divadielko ,,kvality“ ktorú nedosahujeme dôstojné ?! Prepáčte ale ak
nie sme schopný
ako technológovia zvárania,TUV, a ... zjednotiť svoj názor na platnosť WPQR ktorá je z pohľadu
zákazníka vstupnou bránou kvality zvárania , čo potom robíme na svojich miestach???!!!.
Kde sme to boli ako technológovia školený ???!!! Je rozsah a platnosť WPQR podkladom pre vecnú
a odbornú diskusiu v rámci kvality so zákazníkom alebo je to papier „ DOSTANEM JA TEBA ALEBO TY
MŇA“.???!!! Ak nie sme schopný ,,ustrážiť“ teoretickú časť kvality čo potom máme resp. čo môžme
očakávať v praxi???
|
|
Autor: Petr Pařízek
Datum: 04.08.2010 18:20 | nahoru | Dle platné legislativy musím plně souhlasit s panem Tichým. Pokud jsou v normě nějaké nejasnosti, není nic jednoduššího, než se spojit s konkrétní zkušební organizací ( TÜV; DOM ZO 13; SVV Praha aj. ) a zjistit jejich názor na věc. Osobně si myslím, že řadu norem 15 6xx nemohu doplňovat normou pro zkoušky svářečů.
|
|
 | Autor: Milan
Datum: 07.08.2010 09:13 | nahoru | Toto činím a v letošním toce to bylo ve 42 případech nových WPQR a vždy mi byl vydán pouze dle rozsahu 287 nikoliv např 3-12 mm nikoliv neomezeně. Tato diskuze nená cenu - jelikož špatně přebraná norma pokud by byla vydána pro všechny polohy a podobné nesmysly tak mi je zahraniční odběratel, kterému dokládám WPQR neuznal za platnou. Dokonce pokud tam není uveden ve WPQR přenos svarového kovu tak to požaduje doplnit a kritizuje tak špatnou práci TUV pracovníka - dozoru v ČR.
|
|
| Autor: Petr Pařízek
Datum: 07.08.2010 20:20 | nahoru | 42 WPQR za půl roku ?????
Nešlo by sem hodit oskenovaný rozsah nějaké sporné WPQR?
|
|
| Autor: Milan
Datum: 09.08.2010 18:37 | nahoru | Fotogalerie:
 | Bohužel něšlo, lze jsem vkládat pouze psané příspěvky dikuze a to v omezeném počtu písmen. Číslo 42 dne do týdne rozšiřáji na 44 z důvodu náročných zahraničních zákazníků. Pokud by mi paltila norma na všechny druhy poloh jak uvádí pan Tichý jak bych jich dělal polovinu a f. by nemusela vyhazovat peníze. Pan Tichý žije v jiném statě než v ČR. A jeho zákazníci v jsou asi blbci. Pokud se k napsaným WPS a rozsahu WPQR vyjakřují němci a francouzi tak je nějaká norma 287-1 nezajímá a dodržují EN a dokonce u koutového svaru pokud je spodní plech 16 mm a horní 8 mm tak neuznávají spodní 8 mm a horní 16 mm chtějí jinou WPQR. Dokonce pokud je WPQR zavařena v poloze PF a zastřešuje mi i poloha PA, PB tak podle normy mohu mít pouze nominální hodnotu při svařování +25% a pokud zákaník požaduje u tl. nad 6 mm použít sprchový přenost tak mi to poloha PF +25% neumožňuje a je nutné se vyžádat souhlas na kapkový přenos. Pan Tichy se domnívá, že zákazník a projektová dokumentace určuje Vše a to je na omylu. Projektant to musí řešet s IWT nebo IWE. Pokud je dokumentace špatná a zákazník požaduje kombinovaný svar 1/2 V 4 + koutový svar na zakrytí vel. 2 tak tam má projektant chybu a já se ji nesmím řidit a musím to poravit na kombinaci 4 1/2V + 3 kout. Pan Tich by měl navštívit nějaké školení a nedůvěřovat projektové dokumentaci.
Spornou WPQR mohu zaslat ale nevím komu a hlavně kam. Lze sem vložit pouze obrázek na ne 10-19 stránek WPQR.
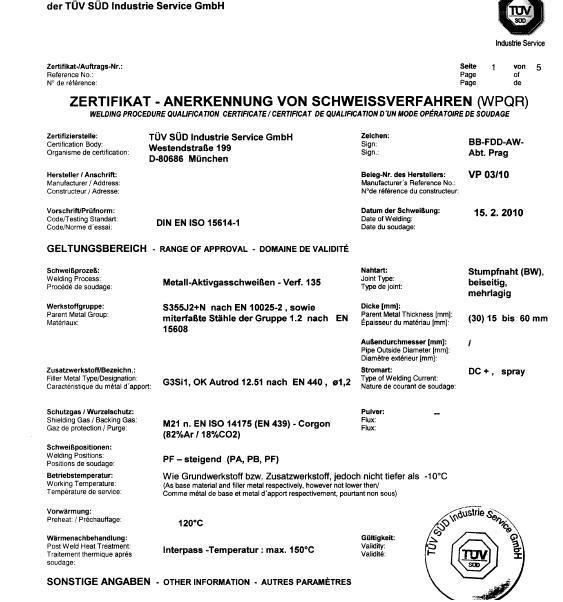
Jako příloho jsem uložil obrázek 1 stranu WPQR v poloze dle pWPS zavařenou v poloze PF a laskavě nechť mi pan TICHÝ vysvětlí proč mi TUV nevydal WPQR na všechny polohy a jen na polohu PF,PA,PB. Pokud to norma stanoví jinak.
Milan
|
|
| Autor: Jiří Tichý
Datum: 09.08.2010 21:15 | nahoru | Vůbec nehodlám polemizovat s uvedenými názory. Předvedený list z WPQR naprosto přesně odpovídá normě EN ISO 15614-1, resp. jednotlivým tabulkám a paragrafům z norem EN ISO 15614. Shodou okolností spolupracuji se stejnou zkušební organizací a nemám žádný z uváděných problémů zřejmě proto, že si vždy vyjasníme se zkušební organizací i se zákazníkem jako dodavatelem dokumentace jaké varianty WPQR pro daný případ použijeme. To samozřejmě vyžaduje, aby se již v době přípravy zakázky podle EN ISO 3834 zúčastnil zodpovědný IWE (EWE) vypracování studie vyrobitelnosti.
|
|
| Autor: Petr Pařízek
Datum: 10.08.2010 13:27 | nahoru | Já bych si dovolil nesouhlasit s rozsahem oprávnění. Pokud nebyl požadavak na nárazovou práci anebo tvrdost musí uznat všechny polohy a ne si vypomáhat 287-1.
Další menší nepřesnost je v označení normy pro přídavné materiály. V době vydání WPQR již platila norma ISO 14341 a EN 440 byla zrušena.
Další taková mne zarážející věc je poloha, při které byla vykonána zkouška. Na protokolu je uvedena PF ( s dodatkem asi pro debily " zdola nahoru " ) a přenos kovu sprchový!?
Nevím jestli je to někde na jiné stránce, ale chybí mi zde rozsah pro koutové svary.
Těch nepřesností v určení rozsahu je více ( u základního materiálu, u přídavného materiálu i ochranného plynu ).
|
|
| Autor: Milan
Datum: 10.08.2010 21:37 | nahoru | Musim ocenit postřech pana Pařízka, ten jediný poznal, že jak parametry sprchy tak i některé normy nejsou uvedenyjak mají být a to i norma plynu ne 439 ale má být 14175 a sprcha je v ploze PF pouze u robotů a ne svařečů. Rozsah pro FW má být na 1 straně hned pod rozsahem BW. Sprcha mi zakrývá i kapkový přenos ale naopak to nejde a je nutné se udělat novou WPQR na polohu PA sprchu. Plyn je uveden na 1 straně používáme kody a to M21 ČERNÝ S ČERNÝM , M12 NEREZ ČERNÝ NEBO JEN NEREZ. Toto je přání zákazníka. Používá je i Lingen.
Tudíž tato WPQR je špatná a zákazník je kritizoval tak jako pan Pařízek a to oprávněně. Smekám, že jeko jediný na to poukázal co tam chybí.
Milan
|
|
Autor: Dan
Datum: 30.06.2010 17:36 | nahoru | Na workshopu v r.2008 pořádaném ČSU Ostrava byla k této problematice uvedena tabulka. Kde je pro koutový svar jako podmínka platnosti pro všechny polohy svařování požadavek na zkoušku v poloze PB a PF (tzn. min a max vnesené teplo).
Byli přítomni i pracovníci TUV a s tímto výkladem souhlasili.
Pozn. Musím, ale dát za pravdu kolegovi, že TUV si pomáhá při výkladu normy EN 15614-1 normou EN 287-1.
|
|
Autor: Pavel
Datum: 30.06.2010 08:03 | nahoru | Tzn., že pokud nebudou stanoveny požadavky na tvrdost a vrubovou houževnatost, vzorek, zavařený například v PA mi kvalifikuje i PF, H-L045......? To mi přijde minimálně divné. Už jen proto, že se v těchto polohách liší svařovací parametry...
|
|
Autor: Jiří Tichý
Datum: 26.06.2010 10:38 | nahoru | Mám takový neodbytný pocit, že právě v článku 8.4.2 je naprosto přesná odpověď na Vaši otázku.
Cituji:
"Pokud nejsou stanoveny požadavky ani an zkoušku rázem ani na zkoušku tvrdosti, pak svařování v jedné poloze kvalifikuje svařování ve všech polohách."
Požadavky na typy požadovaných zkoušek v WPQR zadává zadavatel podle požadavků zákazníka, resp. výkresové dokumentace.
|
|
Autor: Milan
Datum: 19.06.2010 11:10 | nahoru | cokoliv zavařím v poloze PB u koutového svaru tak mi to pokryje PA i PB nic víc viz norma a praxe
|
|
| Autor: Pavel
Datum: 22.06.2010 11:27 | nahoru | No to je praxe ze zkoušek svařečů, ale v EN ISO 15614-1 je to psáno trochu jinak...
|
|
| Autor: Milan
Datum: 22.06.2010 18:12 | nahoru | bohužel každou normu si vysvětluje kontrolní orgán po svém ale poloha PB neopravňuje vařit jinou polohu než PA,PB. Viz EN15608
EN15 609-1, řidit se pouze přeloženou normou z němčiny je bohužel nutnost si sehnat originál NJ a konzultovat to dozorovým pracovníkem TUV, toto se učí i ve svařečské škole.
Milan
|
|
| Autor: milan
Datum: 23.06.2010 11:59 | nahoru | Toto přesně určuje norma 287-1 viz tabluka 7 rozsah kvalifikace pro polohy svařování ta je pro blbce.
Milan
|
|
| Autor: Pavel
Datum: 25.06.2010 08:07 | nahoru | No, pro blbce možná je, ale nijak to nesouvisí s normou EN ISO 15614-1 a WPQR. Čili, v EN 287-1 je to dáno zcela jasně, ale to neznamená, že to platí i pro kvalifikaci postupu svařování dle EN ISO 15614-1. Doporučuji nalistovat článek 8.4.2 v této normě.
|
|
| Autor: Milan
Datum: 26.06.2010 18:54 | nahoru | Bohužel to platí a špatný překlad zavinili ti co berou neskutečné peníze za překlady norem a pokud je na to na školení svářecích technologu upozorní, že jsou idioti a že by to měli opravit tak jen krčí rameny. Nedokáže na to odpovědět nikdo z ANB. TUV pracovníci v tom mají jednoznačný názor. a plně se řídí tak jak je uvedeno v 287-1 tak to platí i nemecku a v celé EU jak jsem se přesvědčil při montážích. Jenom ti naší blbci neumí jak v parlamentu nic převzít a nic odhlasovat aniž by tam udělali chybu.
Milan
|
|
| Autor: Pavel
Datum: 28.06.2010 11:12 | nahoru | Zajímavé, bylo by dobré, kdyby k tomu napsal komentář někdo z ANB, aby se problematika vyjasnila. Možná nejsem jediný, kdo se nad formulací v normě pozastavil....
|
|
| Autor: Jiří Tichý
Datum: 28.06.2010 21:15 | nahoru | Pokud nesouhlasíte s mou odpovědí z 26.6. napište v čem. Při vypracování WPQR přece musíte stanovit, které zkoušky požadujete. neexistuje automatické řešení. Proto je ve zmíněném článku normy stanovena podmínka požadavku na zkoušky rázem, či pevnosti a z nich vyplývající provedení zkoušek.
|
|
| Autor: Milan
Datum: 01.07.2010 18:07 | nahoru | zkoušky nestanovuje ani IWT ani IWE stanovuje je kontrolní orgán TUV. Běžně pro koutové svary FW tvrdost, makro.
Pro BW tvrdost HV10, macro, obyb 180°.
Může být při nedostatečném přenosu značení materiálu nařezen kontrolní chemický rozbor.
Milan
|
|
Autor: minařík
Datum: 18.06.2010 11:30 | nahoru | Otevírám prostor pro diskuzi.
|
|