Otázky a odpovědi - jednoduše můžete zaslat dotaz týkající se svařování.
[Tisk]| svařitelnost hliníkových slitin | Autor: Václav
Datum: 23.01.2019 15:22
Zdravím, rád bych poprosil o radu/názor....
jak dobře je svařitelná prosím slitina hliníku "EN AW-5083 0/H11 (AlMg4,5Mn W28)" s jakýmikoli dalšími slitinami? např s AW-6060 a AW-6082
-> dá se obecně říci, že jakýkoli hliník na hliník jde spolehlivě navařit? nebo v kombinaci určitých slitin vznikají kazy a nižší pevnost sváru?
pro svařování ALU trubek, ve kterých by byl veden tlak, lze svařovat klasicky např TIGEM a nebo je potřeba nějaké speciální tlakové svářování?
navařování hliníku na ocel je asi hloupost, že? jen se ujištuji
mockrát děkuju za pomoc
odpovědět na otázku |
| | Chronologický seznam příspěvků | | | Příspěvky | Autor: Jiný Václav
Datum: 26.05.2020 20:19 odpovědět | nahoru | To, co tady píše Láďa Kolář, je výsledkem mnohaletých zkušeností a je to esence technologických aspektů svařování hliníkových slitin, které za taková opatření stojí. Hodnota takových informací se dá počítat v mnoha tisících eur. Korun ne, tady to málo kdo ocení. Jen třeba to: kartáčovat - narušit - nepoškrábat, je informace ocenitelná zlatem. Až to bude praskat, až budete trpět vruby v TOO, tak si vzpomeňte na Láďu Koláře, ať žije!
|
|  | Autor: Minařík
Datum: 26.05.2020 20:53 odpovědět | nahoru | To je velká pravda.Absolutní souhlas.
|
| Autor: Vladislav Kolář
Datum: 26.03.2020 11:05 odpovědět | nahoru | Dobrý den,
slitina EN AW-5083 0/H11 je s AW-6060 a AW-6082 svařitelná bez problému, pokud použijeme přídavné dráty AlMg5 nebo AlMg4,5Mn. To samé platí pro prakticky všechny EN AW 5xxx s EN AW 6xxx. Jinak všechny slitiny mezi sebou svařovat bez problému nelze. Možnosti kombinací slitin jsou uvedeny v EN 1011-4. Slitiny EN AW 5xxx, 6xxx pokud budete svařovat s Al odlitky, tak vždy drátem AlSi5.
Trubky pro tlak lze svařovat TIGem. Co se týká navařování hliníku na ocel, mají s tím zkušenosti automobilky a to jen u tenkých materiálů. Např. na ocel se nanese stříbro a teprve pak se to svaří s hliníkem. Prakticky vždy bude na jedné straně spoj pájený, na druhé svařovaný. Takže spoje oceli s hliníkem jsou možné, ale s velkou pevností a s prací v prostředích s velkými výkyvy teplot nepočítejme.
|
| Autor: Vladislav Kolář
Datum: 24.01.2019 08:40 odpovědět | nahoru | Slitina EN AW 5083 H11 je se slitinami EN AW 6xxx vemi dobře svařitelná, pro svařování metodou TIG doporučuji jako přídavný drát OK 18.17 (AlMg4,5MnZr), ale může být i AlMg5. Ten co doporučuji je však lepší. Jen proboha nepoužít AlSi5. Stejně jako u všech slitin 6xxx je nutno počítat s poklesem pevnosti (na cca 60-70% původní) v tepelně ovlivněné zóně, tak raději vyšší proud a svařit rychle, průměr elektrody i drátu co nejbližší k tloušťce svařovaného materiálu, aby svařování netrvalo moc dlouho. Při použití moc malých průměrů je základní materiál trápen dlouhým působením tepla potřebného k natavení. Proud cca 40x tl. stěny.
Jakýkoliv hliník na hliník svařit nelze, svary některých kombinací budou praskat. Přehled kombinací slitin a vhodných přídavných materiálů je v normě EN 1011-4, tab. B2. Navařovat hliník na ocel nelze, jsou to hodně různorodé materiály, nehledě na to, že Al a Fe spolu tvoří korozní článek a je třeba styku těchto prvků vždy zabránit.
S pozdravem
Vladislav Kolář
|
| | Autor: Václav
Datum: 24.01.2019 14:46 odpovědět | nahoru | Mockrát děkuji za podrobné vysvětlení. Budu potřebovat navařit příruby na 2 trubky (tlouštka pláště první trubky 5mm a další trubky 10mm). protože při sváření poklesne pevnost v tepelně ovlivněné zóně, hrozí, že by se nám to zkroutilo i při těchto tloušťkách, co myslíte?
průměr elektrody i drátu doporučujete co nejbližší k tloušťce svařovaného materiálu. zatím jsem dohledal maximální průměr drátu 3,2mm... bude stačit pro mé učely, dělají se i větší rozměry?
mockrát díky!
|
| Autor: Minařík
Datum: 23.01.2019 15:47 odpovědět | nahoru | Otevírám prostor pro diskuzi.
|
| | Autor: Vladislav Kolář
Datum: 24.01.2019 15:22 odpovědět | nahoru | Průměr 3,2 mm by měl stačit, pokud se jedná o koutový svar (asi ano). Obvodový svar trubky k přírubě proveďte raději nadvakrát (nejdříve půl obvodu a od začátku prvního svaru dovařit obvod směrem ke konci prvního svaru kvůli pnutí. Kvůli kroucení je nutno pevně sestehovat, po stehování případně dorovnat. Délka stehů min. 30 mm (krátké stehy mohou praskat během svařování. Když to pevně sestehujete, vyhnete se nepříjemné deformaci.
Nevím, jak je tlustá příruba, pokud má více než cca 4 - 6 mm, bylo by vhodné to svařit metodou MIG, pulsním svařováním. Před lícováním svarové plochy vždy lehce okartáčovat nerezovým kartáčem (nepoužívat střídavě na ocel a hliník) bez zvláštního přítlaku, aby nevznikly na povrchu rýhy a nemusí to být okartáčována do běla, stačí povrchový oxid jen narušit jeho celistvost. Dále svarové plochy odmastit lihem nebo acetonem (rozpouštědla na barvy , benzín nebo čističe na základě vody nepoužívat) a pak lícovat a stehovat. Po přerušení svařování zoxidovaný konec drátu odstříhnout, jinak by se přídavný kov nespojoval se základním. Důležitý je také sklon hořáku při svařování vpřed, od kolmé polohy sklonit jen 20-30 stupňů a mezi trubkou a přírubou 45 st. kvli symetrii stejně jako u oceli.keramickou hubici ne moc malou, aby mohlo proudit dostatečné množství argonu. Hubice s malým průměrem jsou pro svařování Al k ničemu.
S pozdravem
Vladislav Kolář
|
| | Autor: Václav
Datum: 24.01.2019 16:54 odpovědět | nahoru | MOCkrát děkuji :) Nevěděl byste ještě, jaká přibližná teplota může vznikat v ovlivněné zóně při svařování zmíněným postupem? - řeším konrétní výběr slitiny ještě s dodavatelem.
|
| | Autor: Vladislav Kolář
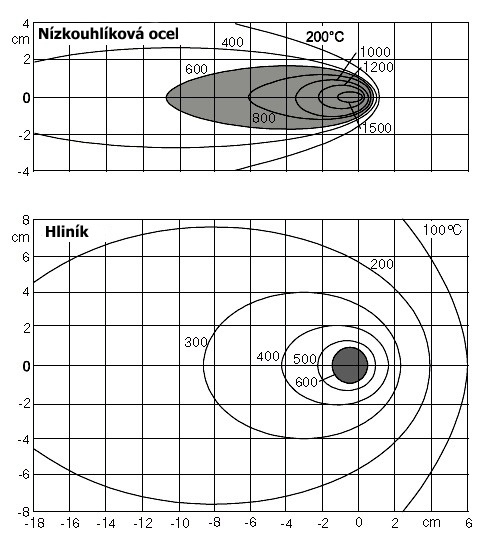
Datum: 28.01.2019 07:57 odpovědět | nahoru | Fotogalerie:
 | ta teplota v TOO bude různá podle parametrů a rychlosti svařování. Určitě bude vyšší než 200 st. C (viz obrázek v příloze)a jde o to, jak dlouho bude TOO ohřátá nad 200 st. C (čím déle, tím hůře pro výslednou pevnost TOO). Proto i předehřev se pohybuje 80-120 st. C, nesmí být vyšší, aby byla TOO co nejrychleji pod 200 st. C, což je u vytvrditelných Al slitin (v tomto případě EN AW 6xxx) kritická teplota, kterou nesmíme překročit ani při tepelném rovnání. Při svařování se tomu nevyhneme, ale pokud špatnými parametry svarový spoj příliš tepelně netrápíme, můžeme počítat s pevností TOO min. 0,6 x původní pevnosti slitiny.
|
|
odpovědět na původní otázku | |