Otázky a odpovědi - jednoduše můžete zaslat dotaz týkající se svařování.
[Tisk]| Kvalifikace děrového / žlábkového svaru | Autor: Václav
Datum: 03.12.2021 12:09
Dobrý den,
potřeboval bych poradit čím mohu pokrýt, případně dle čeho kvalifikovat děrový nebo žlábkový spoj-svar.
děkuji za jakoukoliv radu....
odpovědět na otázku |
| | Chronologický seznam příspěvků | | | Příspěvky | Autor: Miloslav Musil
Datum: 10.12.2021 13:09 odpovědět | nahoru | Setkal jsem se s tím několikrát a řešení bylo podobné. Kvalifikace WPQR podle ISO 15613 přímo na děrový svar. Kvalifikace svářeče ISO 9606-1 na koutový svar (jen pro splnění požadavku kvalifikace podle ISO 9606-1 na danou metodu) a následně předvýrobní/pracovní zkouška svářečů přímo na děrovém svaru s provedením zkoušky makrostruktury (k prokázání schopnosti svářeče provádět skutečně tento typ děrového svaru)
|
| | | Autor: Minařík
Datum: 10.12.2021 12:44 odpovědět | nahoru | Fotogalerie:
 | Zkouška vkládání obrázků.
|
|  | Autor: Vladimír EWT
Datum: 10.12.2021 13:09 odpovědět | nahoru | Hurá zapomněl jsem, že musím změnit velikost obrázku. Díky
|
| Autor: Vladimír EWT
Datum: 10.12.2021 12:30 odpovědět | nahoru | Fotogalerie:
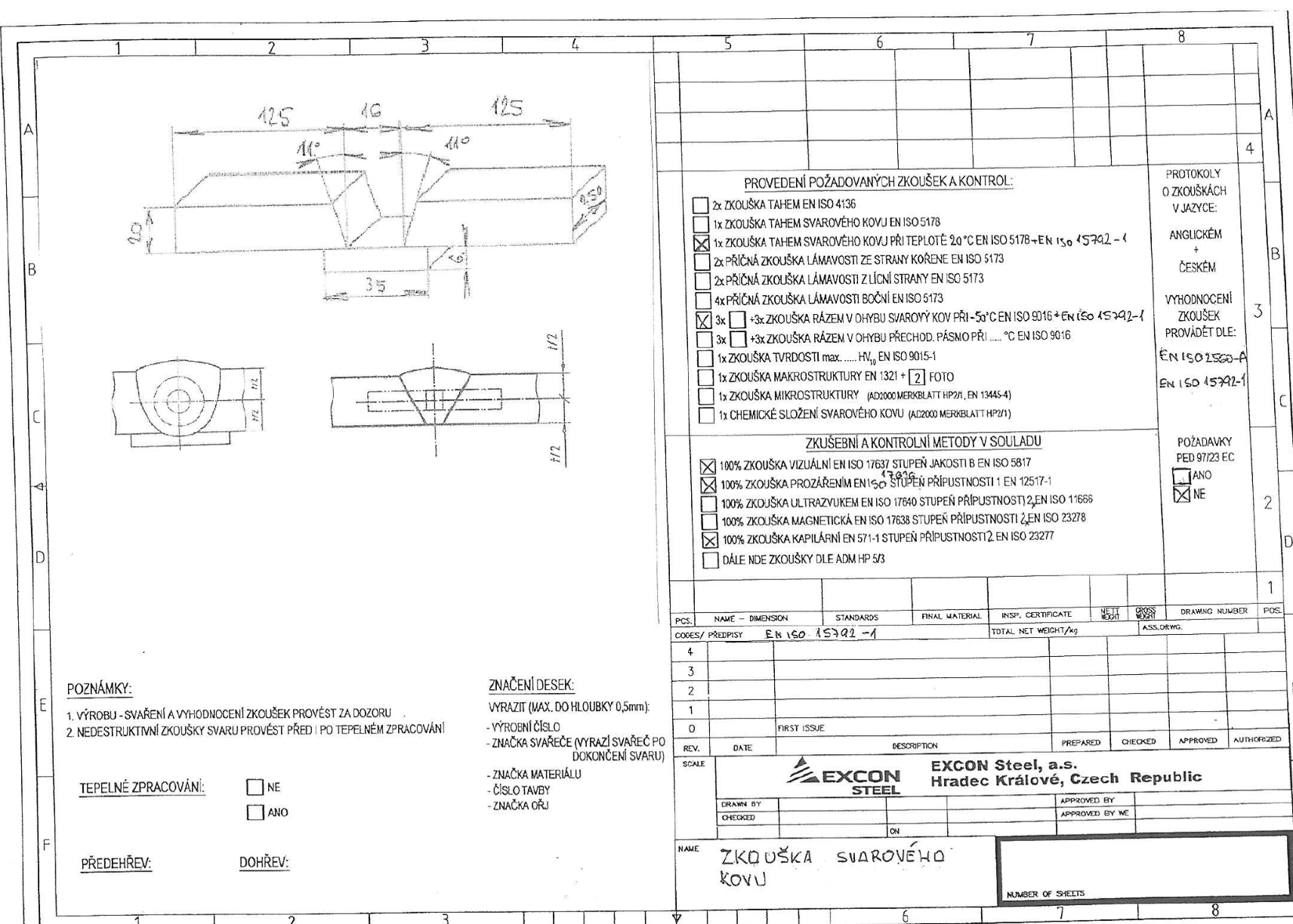
 | Je to sice už hooodně let, ale tehdy se to kvalifikovalo jako specifická zkouška dle iso 15613 na daný výrobek a žlábkový spoj byl prostě žlábkový a nic jiného. O koutovém spoji tehdy nebyla vůbec řeč. TÜV Nord nám tehdy vysvětlil, že to nelze kvalifikovat jinak než jako žlábkový spoj. Takže žádný FW svar. Vyštrachal jsem starý výkres. Je sice na obal.elektrodu ale na tom nezáleží. TÜV to tehdy přebral, zákazník také. Takže tož má zkušenost.
Výkres je sice pojmenovaný trošku jinak ale s tím samým výkresem se to tehdy řešilo
|
| | Autor: Vladimír EWT
Datum: 10.12.2021 12:32 odpovědět | nahoru | nechápu sem nejde vkládat?
|
| | Autor: Václav z 6.12.
Datum: 10.12.2021 14:15 odpovědět | nahoru | Pane Vladimíre, to, co nám tady ukazujete, není žlábkový a už vůbec ne děrový svar (spoj). Toto je normální tupý svar na podložce, tedy normalizovaný spoj podle ISO 15614-1, je to zkrátka něco jiného, je to omyl a pouhé matení.
A jak to říkáme s kolegou Musilem, děrový svar se sice provádí koutovým svarem v první vrstvě, ale protože není shodný s normalizovaným zkušebním kusem podle ISO 15614-1 (podívejte se, jak přesně se ta norma jmenuje), tak kvalifikovat děrový spoj pomocí WPQR pro FW podle ISO 15614-1 nelze.
A ještě mě napadlo, že by nějaký zvlášť mazaný jedinec mohl chtít kvalifikaci pro spoj do zatáčky, podobně jako FW na P/T, ale se záporným průměrem a dokonce u velkých děr obdélníkového charakteru by se mohlo uvažovat o P/T s obdélníkovým průřezem dutého profilu. No a takové uvažování vnáší jas, rozzářené oči a široké úsměvy do dnešní nelehké doby. Pokrýt pracovní zkouškou pro ověření zručnosti...fakt.
|
| | Autor: Vladimír EWT
Datum: 13.12.2021 06:53 odpovědět | nahoru | Jasně že to není děrový spoj. To bych byl špatný technolog kdybych ho nepoznal. Tím jsem se také nezabýval. O tom žádná. Moc dobře si uvědomuji že je to BW s podložkou. V žádném případě bych se o tom nepřel. Podle ironie kterou používáte jste jistě znalý svařování. Jde o to jak ten spoj se rozřeže v laboratoři, jak ho vyšetří a co čekáte od výsledku. Očekávaný výsledek to tehdy přineslo a žlábek byl nakvalifikovaný. Jde o to kam to aplikujete a na jaký typ svařence. Já nabídl svou zkušenost i když se to nedá zcela univerzálně použít. Není vždycky všechno jenom černo-bílé je i něco mezi tím.
|
| Autor: Václav
Datum: 10.12.2021 07:45 odpovědět | nahoru | Zdravím,
někdo z nás ma mylné informace, bylo mi řečeno na sobě dvou nezavislých dozorových organů, že žlábkové a ni děrové spoje nelze pokrýt koutovým svarem. Pouze svarem děrovým nebo žlábkovým a pak se v tom vyznej.
díky za reakce
|
| | Autor: Václav z 6.12.
Datum: 10.12.2021 12:06 odpovědět | nahoru | Svary se nekvalifikují, ale kvalifikují se procesy (svářeče pomíjím, protože ISO 9606 žádnou kvalifikaci děrových svarů nezná a koneckonců se na ni ani neptáte). Takže proces: protože se nejedná o normovaný zkušební kus dle ISO 15614-1 (pro případ oceli), je nutno proces kvalifikovat podle ISO 15613, a, jak jsem psal níže, tedy s použitím všech proveditelných zkoušek, které uvádí ISO 15614-1. Někdo by mohl požadovat třeba odlupovací zkoušku například jako pro odporové svary, ale to je nesmysl, to není tavné svařování. Jenže - když si to bude zákazník přát, tak klidně (s úsměvem). A ještě příklad: buď se v otvoru provede jen koutový svar po obvodu, pak se jedná o jednovrstvý svar, a je to "lege artis", nebo se díra vyplní svarovým kovem celá, pak se jedná o vícevrstvý svar. To je ale zbytečné a navíc dojde k větší infekci teplem: to se musí zohlednit ve WPQR (a pak i ve WPS). A když budeme chtít být protivní, tak se můžeme bavit o převařování potenciálních defektů v té první housence, např. v koncovém kráteru, nebo o šířce (velikosti) krycí housenky a riziku potenciálních teplých trhlin. No a nakonec - kvalifikovat proces tvorby děrového svaru pomocí kvalifikace FW dle ISO 15614-1 moc nejde, protože je tu opravdu jiný průběh teplotního cyklu.
|
| Autor: MK IWT
Datum: 09.12.2021 13:30 odpovědět | nahoru | Kvalifikace svařovacího postupu je následovná:
1. Podle čeho vyrábím = definovat výrobkový standard: DIN, EN ISO, API, ASTM, LLOYD, DNV, GHOST... toto nejde obejít.
2. No a dle požadovaného standardu pokračuji dále příslušnými normami, zde pro koutový svar.
3. Záleží na poloze, materiálech, umístění, požadavcích na zatížení, zkouškách...
Ve vašem dotazu bohužel není vůbec uvedeno podle jakých norem se to bude vyrábět, ani co to je - jestli to je svar na titanovém plášti kosmické stanice, na nádrži pro ropu, nebo u branky k plotu starý Blažkový...
|
| Autor: Václav
Datum: 06.12.2021 10:41 odpovědět | nahoru | Dobrý den,
jedná se v zásadě o koutové svary, je nutno zachytit tu spodní hranu otvoru. Řekněme pro příklad, že materiál bude obyčejná uhlíková ocel, pak tedy kvalifikace svářeče pro koutové svary (a pokud budete otvor nebo drážku vyplňovat, tak musí být kvalifikace pro vícevrstvé svary) dle ISO 9606-1. Kvalifikace procesu dle ISO 15613 s co největším množstvím zkoušek dle ISO 15614-1, tedy VT, PT nebo MT, 2 makra a tvrdost.
|
| Autor: Minařík
Datum: 03.12.2021 12:27 odpovědět | nahoru | Otevírám prostor pro diskuzi.
|
|
odpovědět na původní otázku | |